Сборные картонные и комбинированные цилиндрические банки, предназначенные для упаковывания и хранения пищевых и промышленных товаров.
Банки должны изготовляться следующих типов:
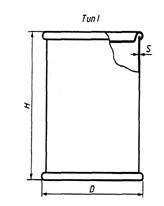
I — с закатной цельной крышкой (рисунок 8.1);
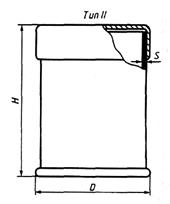
II — с телескопической (свободнонадеваемой) крышкой (рисунок 8.2);
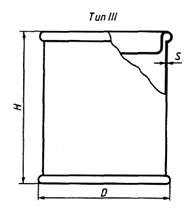
III — с вдавливаемой крышкой (рисунок 8.3);
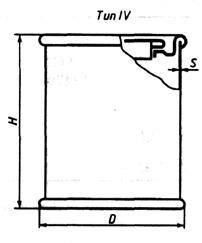
IV—с закатной сборной (кольцо крышки и вдавливаемая пробка) крышкой (рисунок 8.4);
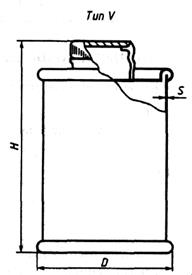
V—с закатной сборной (кольцо крышки и резьбовая пробка) крышкой (рисунок 8.5).
Банки типов III и IV для гигроскопических продуктов должны изготовляться с крышками, имеющими прокладку.
Предельные отклонения по диаметру и высоте банок должны соответствовать указанным в таблице 8.1.
Таблица 8.1-Предельные отклонения по диаметру и высоте банок, мм
|
Наружный размер Внимание!
Если вам нужна помощь в написании работы, то рекомендуем обратиться к
профессионалам. Более 70 000 авторов готовы помочь вам прямо сейчас. Бесплатные
корректировки и доработки. Узнайте стоимость своей работы.
|
Допускаемое отклонение
|
|
До 76 Св. 76 » 126 включ. » 126
|
Минус 1,0 Минус 1,5 Минус 2,0
|
Банки должны изготовляться в соответствии с требованиями НТД по рабочим чертежам, утвержденным в установленном порядке.
Для изготовления корпусов банок должны применяться следующие материалы:
бумага по ГОСТ 7377 массой площади 1 м2 120—250 г;
бумага пачечная двухслойная для упаковки папирос и сигарет массой площади 1 м2 не менее 190 г;
бумага и картон для текстильных патронов и конусов по ГОСТ 891;
бумага для упаковки продуктов на автоматах по ГОСТ 7247 марок А-1, А-2 и Б-1 массой площади 1 м2 250 г;
картон коробочный по ГОСТ 7933;
картон хромэрзац по ТУ 13—73 10005—37;
декстрины кислотные;
крахмал кукурузный по ГОСТ 7697;
крахмал картофельный по ГОСТ 7699;
силикат натрия растворимый;
стекло натриевое жидкое;
казеин технический по ГОСТ 17626;
клей казеиновый в порошке по ГОСТ 3056;
клей костный по ГОСТ 2067;
дисперсия поливинилацетатная гомополимерная грубодисперсная по ГОСТ 18992;
соль натриевая карбоксилметилцеллюлозы.
Для изготовления картонных крышек и донышек должны применяться следующие материалы:
картон обувной по ГОСТ 9542;
картон электроизоляционный марки ЭВ по ГОСТ 2824;
картон прокладочный марки В по ГОСТ 9347.
Для изготовления металлических донышек и крышек должны применяться следующие материалы:
жесть листовая или рулонная холоднокатаная горячего лужения по ГОСТ 13345;
жесть горячекатаная горячего лужения;
белая жесть электролитического лужения по ГОСТ 13345;
хромированная лакированная жесть;
алюминиевая лакированная лента.
Для изготовления этикеток должны применяться следующие материалы:
бумага этикеточная массой площади 1 м2 70—100 г;
алюминиевая кашированная фольга;
бумага, покрытая полиэтиленом.
Внутренняя поверхность банок должна быть защищена. Для защиты должны применяться следующие материалы:
подпергамент по ГОСТ 1760;
пергамент по ГОСТ 1341;
алюминиевая фольга по ГОСТ 745 толщиной 0,014 мм;
алюминиевая кашированная фольга;
бумага, покрытая полиэтиленом;
парафины нефтяные твердые по ГОСТ 23683;
пищевые лаки.
Необходимость защиты внутренней поверхности банок должна оговариваться в НТД на банки для конкретных видов продукции.
Для крышек типов III и IV прокладки должны изготовляться из алюминиевой фольги марки ФГ толщиной 0,018—0,065 мм по ГОСТ 745 или кашированной алюминиевой фольги толщиной 0,025-0,070 мм.
Материалы, используемые для изготовления банок, предназначенных для пищевых продуктов, должны быть допущены Министерством здравоохранения РФ для контакта с пищевыми продуктами.
Корпуса банок должны изготовляться методом прямой или спиральной навивки. Внутренняя и наружная поверхности должны быть чистыми, без клеевых и других пятен, складок, царапин и шероховатостей.
Корпус должен быть склеен по всей поверхности.
Влажность корпусов готовых банок не должна превышать 10 %.
Картонные крышки и донышки не должны иметь трещин или надрывов и должны сохранять после сушки свою форму.
Металлические крышки и донышки должны быть плотно подкатаны к корпусу. Края закаточного шва должны быть гладкими, без избытков металла или бумаги.
Борта и фланцы вдавливаемых металлических крышек у банок типа III и пробок у банок типа IV должны быть гладкими, без гофр.
Пробка крышки банки типа IV не должна выступать над закаточным швом прикатанной горловины.
Корпуса банок должны быть оклеены этикетками ровно, без вздутий и морщин на поверхности. Рисунок и текст этикетки должны соответствовать утвержденному образцу.
Допускается перекос этикетки не более чем на 2 мм.
По показателям влагопроницаемости и жиропроницаемости, сопротивления аксиальному сжатию, прочности посадки дна и крышки банки должны соответствовать требованиям:
влагопроницаемость и жиропроницаемость — минимум через 4 ч выдерживания с продуктом (веществом) на поверхности банок не допускается проникновение жира или размягчение корпуса или уплотнительных масс. Показатели влагопроницаемости и жиропроницаемости должны устанавливаться в НТД на банки для конкретных видов продукции;
сопротивление аксиальному сжатию — после приложения нагрузки, указанной в НТД, не допускается деформация банки;
Банки принимают партиями. Партией считают количество банок одного наименования, типоразмера, назначения, изготовленных из одного материала и оформленных одним документом о качестве.
Документ о качестве должен содержать:
наименование предприятия-изготовителя, его товарный знак и адрес;
тип и назначение банки;
количество банок в партии;
обозначение стандарта;
результаты испытаний.
Контроль качества банок проводят по двухступенчатому нормальному плану контроля по ГОСТ 18242 (таблица 8.1.
Таблица 8.1- Контролируемые показатели
|
№ группы |
Контролируемые показатели по группам |
|
1 |
Пп 1.4; 2.13; 2.14 ГОСТ 13479 – 82 |
|
2 |
Пп 2.9; 2.11; 2.12 ГОСТ 13479 – 82 |
|
3 |
Пп 2.10; 2.15 ГОСТ 13479 – 82 |
Для контроля качества банок по каждой группе методом случайного отбора из всей партии отбирают выборку по таблице 8.2 и проводят контроль по показателям групп 1 и 2, для контроля качества банок по показателям группы 3 отбирают выборку по таблице 8.3.
Таблица 8.2 –Контроль по показателям групп 1и 2
|
Объем партии, шт.
|
Вы-бор-ка
|
Объем выборки, шт.
|
Общий объем выборки
|
Прие- мочное число
|
Брако-вочное число
|
|
До 1200 включ.
|
1 2
|
50 50
|
50 100 |
1 4 |
4 5 |
|
От 1201 до 3200 включ.
|
1 2 |
80 80 |
80 160 |
2 6 |
5 7 |
|
От 3201 до 10000 включ. |
1 2 |
125 125 |
125 250 |
3 8 |
7 12 |
|
От 10001 до 35000 включ. |
1 2 |
200 200 |
200 400 |
5 12 |
9 13 |
Таблица 8.3- Контроль по показателям группы 3
|
Объем партии, шт. |
Вы-бор-ка |
Объем выборки, шт. |
Общий объем выборки |
Приемоч-ное число |
Браковоч-ное число |
|
До 1200 включ.
|
1 2 |
50 50 |
50 100 |
0 1
|
2 2 |
|
|
Продолжение таблицы 8.3
|
||||
|
От 1201 до 3200 включ. |
1 2 |
80 80 |
80 160 |
0 3 |
3 4 |
|
От 3201 до 10000 включ.
|
1 2 |
125 125 |
125 250 |
1 4 |
4 5 |
|
От 10001 до 35000 включ. |
1 2 |
200 200 |
400 400 |
2 6 |
5 7 |
Если количество банок, не соответствующих требованиям настоящего стандарта, в первой выборке по каждой группе меньше или равно приемочному числу, указанному соответственно в таблице 8.2 и 8.3, партию принимают; и бракуют, если это количество хотя бы по показателям одной группы равно или больше браковочного числа, указанного в тех же таблицах.
Если количество банок, не соответствующих требованиям настоящего стандарта, в первой выборке больше приемочного и меньше браковочного числа, указанных в табл. 8.2 и 8.3, то отбирают вторую выборку по табл. 8.2 и 8.3 в зависимости от того, по каким группам показателей количество банок, не соответствующих требованиям настоящего стандарта, больше приемочного и меньше браковочного числа.
Если суммарное количество банок первой и второй выборки, не соответствующих требованиям НТД, меньше или равно приемочному числу, указанному в табл. 8.2 и 8.3, партию принимают; и бракуют, если указанное суммарное количество банок хотя бы по показателям одной из групп равно или больше браковочного числа двух выборок.
Размеры банок контролируют штангенциркулем по ГОСТ 166 без применения увеличительных приборов.
Влажность корпусов банок проверяют по ГОСТ 13525.19.
Качество поверхности банок, закатки металлических и картонных донышек и крышек, внешнее оформление и намотку корпусов банок контролируют визуально.
Определение влагопроницаемости и жиропроницаемости. Перед испытаниями банки кондиционируют в течение 24 ч при температуре (20±2) °С при относительной влажности воздуха (65±2) %.
Испытаниям подвергают банки, наполненные упаковываемым продуктом или другим веществом, имитирующим упаковываемый продукт. Банки наполняют на 10 мм ниже края банки и закрывают их.
Банки ставят на стеклянные иди керамические плиты, причем между плитами и банками кладут промокательную бумагу.
После истечения времени выдерживания визуально оценивают появление продукта (вещества) по изменению цвета корпусов или концов банок и промокательной бумаги.
Количество образцов, отбираемых от выборки, для контроля влагопроницаемости и жиропроницаемости устанавливается в стандартах (технических условиях) на банки для конкретных видов продукции.
Определение сопротивления аксиальному сжатию. Банки наполняют продуктом (веществом). Крышки вдавливают в кольца с помощью прибора для испытания на прочность при растяжении или других приспособлений со скоростью 30 мм/мин. Банки нагружают согласно НТД. После достижения нагрузки испытания прекращают. Банки оценивают визуально в отношении остаточной деформации.
Контроль прочности посадки дна и крышки. После испытания насчет сопротивления аксиальному сжатию банки ставят дном на стол с раскрывающимися створками. Банки сбрасывают с высоты 20 см на горизонтальную ударную площадку. Каждую банку сбрасывают два раза. После испытания продукт (вещество) не должен проступать наружу.
Банки, донышки и крышки должны быть упакованы в ящики из гофрированного картона по ГОСТ 13511, ГОСТ 13516 или деревянные ящики по ГОСТ 10131. Донышки и крышки собирают в стопки и обертывают бумагой. По согласованию с потребителем допускается применять другие виды упаковки, обеспечивающие сохранность банок.
Упакованные банки укладывают в контейнеры или ящичные поддоны по ГОСТ 23285, транспортные пакеты, сформированные на поддонах с применением термоусадочной или растягивающейся пленки.
Транспортную маркировку производят по ГОСТ 14192.
Банки, донышки и крышки транспортируют в крытых транспортных средствах в соответствии с правилами транспортирования грузов, принятыми на соответствующем виде транспорта.
Банки, донышки и крышки должны храниться в закрытых помещениях.
Требования к пакетам из бумаги для сыпучей продукции
Данная тара предназначенные для фасования и упаковывания сыпучей продукции.
Пакеты должны удовлетворять всем требованиям НТД.
Технические требования
Пакеты должны изготовляться в соответствии с требованиями НТД по рабочим чертежам.
Для изготовления наружных пакетов должны применяться:
бумага для упаковывания продуктов на автоматах марок Д и Е по ГОСТ 7247;
бумага мешочная марок М-70А, М-70Б, М-78А, М-78Б, М-78В по ГОСТ 2228;
бумага для упаковывания текстильной продукции по ГОСТ 11600.
Для изготовления внутренних пакетов должны применяться:
подпергамент по ГОСТ 1760;
пергамент марок В и Г по ГОСТ 1341;
бумага парафинированная марки БП-1—25 по ГОСТ 9569;
бумага этикеточная марки В по ГОСТ 7625;
пергамин по нормативно-технической документации.
Для склейки пакетов должны применяться:
декстрин кислотный по ГОСТ 6034;
крахмал картофельный по ГОСТ 7699;
крахмал кукурузный по ГОСТ 7697;
дисперсия поливинилацетатная гомополимерная грубодисперсная по ГОСТ 18992.
Для изготовления наружных пакетов должна применяться бумага с разрушающим усилием в поперечном направлении, указанным в таблице 9.1.
Таблица 9.1-Показатели бумаги для наружных пакетов
|
Масса упаковываемой продукции, кг
|
Разрушающее усилие в поперечном направлении (Н), не менее
|
|
До 0,5 включ. Св. 0,5 » 1,0 » » 1,0 » 2,0 » |
24 30 40 |
Для упаковывания бобовых разрушающее усилие в поперечном направлении должно быть: для массы упаковываемой продукции до 0,5 кг—30 Н; до 1,0 кг—40 Н.
Пакеты должны выдерживать не менее двух падений на дно с высоты 30 см.
Наружную поверхность пакетов художественно оформляют в соответствии с образцом, утвержденным в установленном порядке.
Материалы, используемые для изготовления пакетов, предназначенных для пищевых продуктов, должны быть допущены Министерством здравоохранения РФ для контакта с пищевыми продуктами.
Внутренние размеры ящиков для упаковывания пакетов с продукцией указаны в приложении.
Правила приемки
Для контроля размеров, внешнего вида, механической прочности и прочности пакетов отбирают выборку из разных мест партии в объемах, указанных в таблице 9.2.
Таблица 9.2 – Ступени контроля
|
Объем партии
|
Первая ступень контроля |
Вторая ступень контроля
|
||||
|
Объем выборки |
Приемочное число |
Браковочное число |
Объем первой и второй выборки |
Общее приемочное число |
Общее браковочное число |
|
|
От 3201 до 10000 включ. Св. 10001 » 35000 » » 35001 » 150000 » » 150001 |
125 200 315 500 |
3 5 7 11 |
7 9 11 16 |
250 400 630 1000 |
8 12 18 26 |
9 13 19 27 |
Пакеты, изготовляемые на фасовочно-упаковочном оборудовании с одновременным фасованном продукции, подвергают периодическим испытаниям на механическую прочность не реже одного раза в год.
Периодические испытания проводят по плану и в объеме приемо-сдаточных испытаний. Результаты периодических испытаний оформляют в виде протокола.
Методы контроля
Для контроля внутренних размеров пакетов, ширины шва и качества клеевых швов от выборки отбирают 30 пакетов по 10 пакетов для каждого вида контроля.
Для контроля прочности пакетов при свободном падении от выборки отбирают 10 % пакетов, но не менее 25 шт.
Поможем написать любую работу на аналогичную тему