Ручная сварка производится плавящимся металлическим электродом по способу Славянова (рис. 10.3).
Ручная электродуговая сварка универсальна и широко распространена, так как может выполняться в любом пространственном положении. Она часто применяется при монтаже в труднодоступных местах, где механизированные способы сварки не могут быть применены. Меньшая глубина проплавления основного металла и меньшая производительность ручной сварки из-за пониженной силы применяемого тока, а также меньшая стабильность ручного процесса (по сравнению с автоматической сваркой под флюсом) являются недостатками ручной сварки.
Сущность способа. Источником энергии при ручной дуговой сварке является электрическая дуга, которая возбуждается между свариваемым металлом и электродом.
На рис. 10.4 схематически изображены основные элементы сварочной дуги.
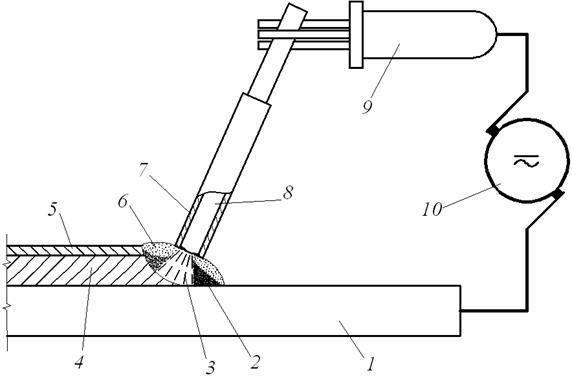
Рис. 10.3. Ручная сварка металлическим электродом:
1 – свариваемый металл; 2 – сварочная ванна; 3 – сварочная дуга; 4 – наплавленный металл; 5 – шлаковая корка; 6 – жидкий шлак; 7 – покрытие электрода; 8 – стержень электрода; 9 – электрододержатель; 10 – источник питания
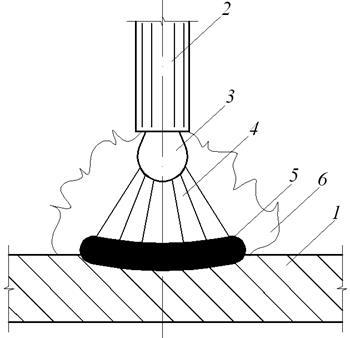
Рис. 10.4. Схема сварочной дуги:
1 – изделие (анод); 2 – электрод (катод); 3 – капля расплавленного металла;
4 – положительный столб дуги; 5 – ванна; 6 – пламя (ореол)
Плавящийся электрод представляет собой металлический стержень, на поверхность которого нанесено покрытие определенного состава и толщины (рис. 10.5).
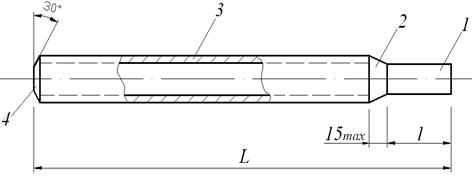
Рис. 10.5. Покрытый металлический электрод:
1 – стержень; 2 – участок перехода;
3 – покрытие; 4 – контактный торец без покрытия
Размеры, классификацию и общие технологические требования к обмазанным электродам регламентирует ГОСТ 9467-75*. Стандартные размеры электродов приведены в табл. 10.1.
Таблица 10.1
Размеры электродов
|
Диаметр стержня электрода d, мм |
Длина электрода L (мм) со стержнем из проволоки |
|
|
углеродистой или легированной |
высоколегированной |
|
|
1,6; 2 |
225 или 250 |
225 или 250 |
|
2,5; 3 |
350 |
250 |
|
4 |
400 или 450 |
350 |
|
5; 6; 8; 10; 12 |
450 |
350 или 450 |
Ходовые диаметры электродной проволоки 3…6 мм. Диаметр электрода определяется диаметром стержня без учета толщины покрытия.
С уменьшением диаметра или увеличением длины электрода увеличивается его омическое сопротивление, что влечет за собой увеличение нагрева электрода при сварке. Если нагрев будет чрезмерным, то электрод будет быстро плавиться (течь) или преждевременно будут сгорать органические составляющие покрытия, не выполняя своих защитных функций.
Электродное покрытие служит для защиты сварочной ванны от воздействия воздуха и для улучшения структуры металла шва (раскисления и легирования металла сварочной ванны), а также для облегчения ведения процесса сварки (стабилизации дугового разряда). С этой целью в состав покрытия включаются следующие основные элементы:
– шлакообразующие, снижающие скорость остывания наплавленного металла под слоем шлака, что способствует выходу на поверхность пузырьков газов и различных неметаллических включений;
– газообразующие, защищающие расплавленный металл от воздействия азота и кислорода;
– раскисляющие, связывающие кислород и рафинирующие наплавленный металл (освобождающие шов от шлаковых включений и вредных примесей);
– легирующие, повышающие механические характеристики шва и придающие ему специальные свойства (жаростойкость, износоустойчивость, коррозийную стойкость);
– стабилизирующие, ионизирующие дуговой промежуток;
– стальные порошки, повышающие производительность сварки, дающие экономию дефицитных ферросплавов и электродной проволоки и улучшающие стабильность дуги.
Ввиду разнообразия высококачественных покрытий электроды классифицируются не по составу покрытия, а по результатам механических испытаний образцов наплавленного металла и сварного стыкового соединения.
Различают типы и марки электродов. Тип электрода показывает минимально гарантируемое временное сопротивление наплавленного металла в кН/см2 (Э42; Э42А; Э46; Э50; и др.). Марка электрода определяет состав покрытия и его технологические свойства (род и полярность тока, возможность сварки в различных пространственных положениях). Каждому типу электродов может соответствовать несколько марок.
При изготовлении сварных конструкций применяют низкотоксичные рутиловые электроды марок ЗРС-1, АНО-1, ОЗС-3 и др. На монтаже широко используются электроды марок МР-3, АНО-3, АНО-1, ОЗС-4 и другие, пригодные для сварки в любом пространственном положении.
Фторокальцевые электроды УОНИ-13/45, УОНИ-13/55 применяются для сварки наиболее ответственных конструкций как на заводе, так и на монтаже, обеспечивая очень высокое качество наплавленного металла.
Электроды должны удовлетворять следующим основным требованиям:
1. Обеспечивать определенные механические свойства наплавленного металла и сварного соединения, а также химический состав металла шва;
2. Иметь хорошие технологические и сварочные свойства и обеспечивать:
а) сварку на переменном и постоянном токе и в любом пространственном положении;
б) легкое зажигание дуги и ее устойчивое спокойное горение без чрезмерного разбрызгивания металла и шлака;
в) равномерное плавление покрытия без откалывания кусков и образования чрезмерно больших «чехольчика» или «втулочки», препятствующих сварке;
г) равномерное покрытие наплавленного металла шлаком и легкое удаление последнего;
д) получение наплавленного металла без пор и трещин.
3. Обеспечивать высокую производительность, характеризуемую величиной коэффициента наплавки.
4. Себестоимость электрода должна быть небольшой.
Режимом сварки называют совокупность основных характеристик сварочного процесса, обеспечивающих получение сварных швов заданных размеров, формы и качества.
При ручной дуговой сварке режим определяется диаметром электрода, силой сварочного тока, напряжением на дуге, скоростью перемещения электрода (скоростью сварки), родом и полярностью тока, положением шва в пространстве.
Диаметр электрода для сварки выбирают в зависимости от толщины свариваемого металла, количества слоев шва и положения в пространстве. Примерные диаметры электродов, используемых для сварки в нижнем положении, рекомендуется принимать по табл. 10.2.
Таблица 10.2
Диаметры электродов
|
Толщина металла, мм |
3…5 |
4…10 |
12…24 |
30…40 |
|
Диаметр электрода, мм |
3…4 |
4…5 |
5…6 |
6…8 |
Первый слой при сварке многослойных швов выполняется электродами диаметром не более 3…4 мм.
По принятому диаметру электрода и положению шва в пространстве, воспользовавшись формулой К.К. Хренова, можно подобрать величину сварочного тока, определяющую устойчивость горения дуги:
Iсв = (20 + 6d)d,
где Iсв
– сила сварочного тока, А; ![]() диаметр электрода, мм.
диаметр электрода, мм.
Для повышения производительности процесса сварки целесообразно применять максимально допустимый для данного типа электродов сварочный ток.
Выбирают такую скорость сварки, при которой можно получить шов требуемого поперечного сечения. Род и полярность тока зависят от свариваемого металла и применяемых электродов.
Металл небольшой толщины сваривают на постоянном токе обратной полярности (плюс на электроде). Этим уменьшается вероятность образования прожогов и перегрева металла. Низкоуглеродистые и низколегированные стали средней и большой толщины экономичнее сваривать на переменном токе.
Сварку швов в вертикальном и потолочном положении выполняют, как правило, электродами диаметром не более 4 мм. При этом сила тока должна быть на 10…20% ниже, чем для сварки в нижнем положении. Напряжение на дуге при ручной дуговой сварке изменяется в пределах 20…30 В и указывается в паспорте на электроды.
Технология дуговой сварки. Процесс сварки начинается с зажигания сварочной дуги, для чего сварщик легким прикосновением конца электрода к изделию создает короткое замыкание цепи. Зажигание осуществляется либо прямым отрывом на 2…3 мм электрода после короткого замыкания («впритык»), либо скользящим движением конца электрода с кратковременным касанием электрода («спичкой»), как это видно на рис. 10.6.
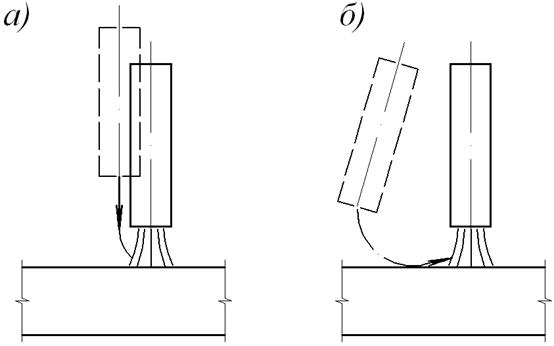
Рис. 10.6. Способы зажигания дуги:
а – «впритык»; б – «спичкой»
Если сварщик замедлит отрыв электрода от изделия, может произойти «примерзание» электрода, т.е. приварка его конца к изделию, так как под действием большого тока конец электрода быстро расплавляется
Сварочная дуга вызывает интенсивный местный нагрев. Металл изделия в зоне горения дуги быстро достигает жидкого состояния, образуя ванну расплавленного металла. Металл на конце электрода также расплавляется и под действием сил поверхностного натяжения получает сфероидальную, каплевидную форму. В ванне жидкие металлы электрода (присадочный металл) и изделия (основной металл) смешиваются, образуя однородный сплав.
Чтобы обеспечить качественную сварку, сварщик должен беспрерывно поддерживать нужную длину дуги, не допускать ее обрывов и манипулировать электродом в определенном порядке. Постоянство длины дуги обеспечивается непрерывной подачей электрода к изделию по мере его расплавления.
Вследствие давления газов и потока электронов, исходящего из конца электрода в процессе сварки, на основном металле образуется углубление, называемое кратером. Расстояние между концом электрода и дном кратера называют длиной дуги. Обычно нормальная длина дуги поддерживается в пределах 0,5…1,1d.
Чрезмерное увеличение длины дуги ухудшает качество сварки из-за уменьшения устойчивости горения дуги и увеличения доступа воздуха к расплавленному металлу. Кроме этого повышается угар (испарение части расплавленного металла электрода и шлака в виде окислов) и разбрызгивание металла, ухудшается формирование шва.
Толщина слоя основного металла, перешедшего в расплавленное состояние, называется глубиной провара. При обычной ручной сварке глубина провара незначительна, достигает 1…2 мм.
Манипуляция электродом состоит из двух движений – движения вдоль шва и движения поперек шва. Ведение дуги производится таким образом, чтобы обеспечить проплавление свариваемых кромок и получить требуемое количество наплавленного металла при хорошем формировании шва (нормально сформированный шов в большинстве случаев должен иметь ширину, равную 3…5 диаметрам электрода). Это достигается поддерживанием постоянной длины дуги соответствующим перемещением конца электрода (рис. 10.7).
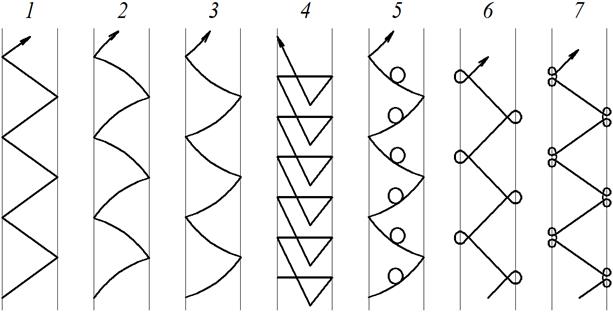
Рис. 10.7. Виды поперечного перемещения конца электрода:
1, 2, 3 – движения, обеспечивающие равномерный прогрев середины и
кромки стыка; 4, 5 – движения, обеспечивающие увеличенный прогрев
середины стыка; 6, 7 – движения, обеспечивающие усиленный прогрев
кромок
Большое значение в технике сварки имеют умелое прерывание дуги и повторное ее зажигание. Следует различать прерывание дуги в процессе сварки, которое произошло самопроизвольно или для смены электрода, и прерывание дуги по окончании сварки шва или его отдельного участка. В первом случае после обрыва дуги в шве образуется кратер, являющийся местом скопления неметаллических включений и причиной образования трещин. Для обеспечения хорошего провара металла в месте кратера повторное зажигание дуги производят на основном металле, а затем переносят дугу на шов и расплавляют металл в месте образования кратера. Во втором случае не допускают образование кратера при обрыве дуги, заплавляя его металлом. Заварку кратера производят, держа электрод неподвижно до самопроизвольного обрыва дуги или частыми короткими замыканиями электрода, что также обеспечивает заполнение кратера металлом.
Протяженность сварных швов имеет большое значение для выбора порядка их выполнения. Короткие швы (длиной не более 250…300 мм) выполняют «на проход», т.е. движением дуги от одного конца шва к другому. Швы длиной 300…1000 мм выполняют от середины шва к концам. Швы большой протяженности обычно выполняют обратноступенчатым способом отдельными участками. Длина участка (ступени) принимается 100…350 мм, в этих пределах равна длине шва, который может быть выполнен целым числом электродов (одним, двумя, тремя и т.д.). При сварке тонкого металла участки делают короче, а при сварке более толстого – длиннее.
Оборудование и принадлежности для электродуговой сварки. Источником тока являются сварочные агрегаты, которые бывают постоянного и переменного тока.
Агрегаты переменного тока состоят из сварочного трансформатора, дросселя (регулятора тока). Агрегаты постоянного тока состоят из сварочного генератора и электродвигателя, вращающего генератор.
К преимуществам агрегатов переменного тока относятся портативность, дешевизна и простота обслуживания агрегата, а также меньший расход электроэнергии.
При постоянном токе дуга горит более устойчиво, процесс сварки проще. Постоянный ток целесообразно применять при наложении вертикальных и потолочных швов, при сварке тонких (t < 4 мм) и толстых (t > 20 мм) листов, а также при сварке низколегированных сталей.
Принадлежностями для ручной сварки являются: электрододержатель (служит для закрепления электрода и подвода к нему сварочного тока), коробка с электродами, щиток или шлем с защитными стеклами, инструмент для очистки мест сварки и шва (специальный молоток, зубило, стальная щетка, шлифовальная машинка), специальное зубило для холодной проковки швов, набор шаблонов для промера швов, спецодежда, рукавицы, клеймо сварщика для клеймения швов по окончании сварки.
Сварщик должен защищать лицо щитком или шлемом, а руки и тело – брезентовой одеждой, так как лучи электрической дуги, попадая на незащищенную кожу, вызывают ожоги с последующим воспалением.
Поможем написать любую работу на аналогичную тему