Перед сваркой производят подготовительные работы: разметку, резку, очистку, правку соединяемых деталей, подготовку кромок, установку деталей в монтажное положение. Разметку и резку деталей выполняют так же, как при гибке труб. Соединяемые детали очищают на расстоянии 25…30 мм от места сварки. После установки и закрепления соединяемых деталей производят прихватку-сварку в двух-трех точках. Длина прихваток должна быть для поворотных швов 10... 40 мм, для неповоротных —10 ... 60 мм; высота прихваток составляет 40 ... 50% толщины стенки трубы. Затем снимают закрепляющие устройства и проверяют правильность расположения соединяемых деталей, после чего их сваривают.
При сварке труб используют поворотные и неповоротные швы. Поворотные швы выполняют, вращая трубу вокруг оси при наиболее удобном положении электрода —под углом не менее 45°. Неповоротный шов образуется при передвижении электрода вдоль шва (вокруг трубы).
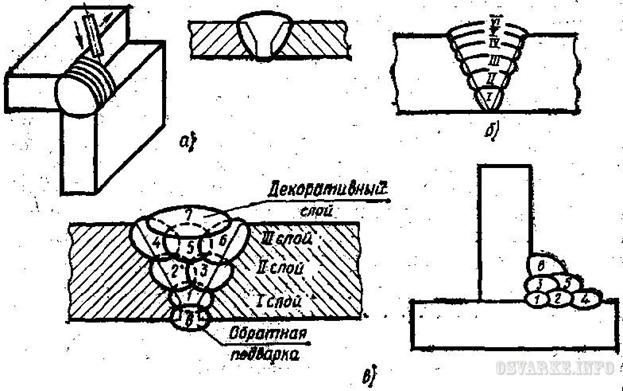
Б) многослойная сварка
В) многослойная многопроходная сварка
Поможем написать любую работу на аналогичную тему
Реферат
Заготовительная операция сварка: количество и размеры прихваток перед сваркой трубных деталей и металлических листов. Как выполняются поворотные и неповоротные сварные швы. Многослойные и многопроходные.
От 250 руб
Контрольная работа
Заготовительная операция сварка: количество и размеры прихваток перед сваркой трубных деталей и металлических листов. Как выполняются поворотные и неповоротные сварные швы. Многослойные и многопроходные.
От 250 руб
Курсовая работа
Заготовительная операция сварка: количество и размеры прихваток перед сваркой трубных деталей и металлических листов. Как выполняются поворотные и неповоротные сварные швы. Многослойные и многопроходные.
От 700 руб