Производственный процесс неоднороден. Он распадается на множество элементарных технологических процедур, которые совершаются при изготовлении готового изделия. Эти отдельные процедуры называются операциями. Операция — это элементарное действие (работа), направленное на преобразование предмета труда и получение заданного результата. Производственная операция — это отдельная часть производственного процесса. Обычно она выполняется на одном рабочем месте без переналадки оборудования и совершается при помощи набора одних и тех же орудий труда.
Операции, как и производственные процессы, подразделяются на основные и вспомогательные. При основной операции предмет обработки меняет свои формы, размеры и качественные характеристики, при вспомогательной — этого не происходит. Вспомогательные операции лишь обеспечивают нормальное протекание и выполнение основных операций. В основе организации производственного процесса лежит рациональное сочетание во времени и пространстве всех основных и вспомогательных операций.
В зависимости от вида и назначения продукции, степени технической оснащенности и основного профиля производства различают ручные, машинно-ручные, машинные и аппаратурные операции. Ручные операции выполняются вручную с использованием простого инструмента (иногда механизированного), например ручная окраска изделий, слесарная обработка, наладка и регулировка механизмов. Машинно-ручные операции осуществляются при помощи машин и механизмов, но при непосредственном участии рабочих (например перевозка грузов на автомобилях, обработка деталей на станках с ручным управлением). Машинные операции выполняются без участия или при ограниченном участии рабочих. Выполнение технологических операций может осуществляться при этом в автоматическом режиме, по установленной программе лишь под контролем рабочего. Аппаратурные операции протекают в специальных агрегатах (трубопроводах, колоннах, в термических и плавильных печах и др.).
Производственный цикл — это законченный полный круг производственных операций при изготовлении изделия. Вследствие того, что производственный процесс протекает во времени и пространстве, производственный цикл можно измерить длиной пути движения изделия и его комплектующих изделий (в метрах). Но чаще всего размерная величина производственного цикла рассматривается во времени, в течение которого изделие проходит весь путь обработки.
Интервал календарного времени от начала первой производственной операции до окончания последней называется временной продолжительностью производственного цикла. Продолжительность цикла в таком случае измеряется в днях, часах, минутах, секундах в зависимости от вида изделия и стадии обработки, по которой рассчитывается цикл. Например, на автомобильном заводе измеряется цикл производства автомобиля в целом, определяется цикл производства отдельных агрегатов и деталей, из которых комплектуется автомобиль, а также цикл по труппам однородных операций и цикл отдельно взятых операций.
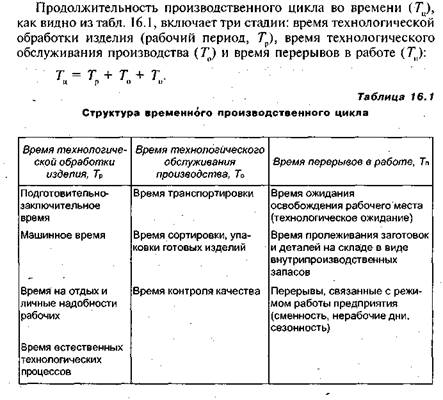
Время технологической обработки изделия (рабочий период) — это период времени, в течение которого производится непосредственное воздействие на предмет труда либо самим рабочим, либо машинами и механизмами под его управлением, а также время естественных технологических процессов, которые протекают в изделии без участия людей и техники. На длительность рабочего периода оказывают влияние разного рода факторы. К числу основных относятся: 1) качество проектно-конструкторских работ (отсутствие в них ошибок и просчетов); 2) уровень унификации и стандартизации изделий; 3) производительность технологических машин и оборудования; 4) производительность труда рабочих; 5) степень точности изделия (высокая точность требует дополнительной обработки, что удлиняет производственный цикл); 6) организационные факторы (организация рабочего места, размещение санитарных узлов, складских помещений, где хранятся заготовки, инструмент и пр.). Недостатки организационного характера увеличивают подготовительно-заключительное время и время на отдых и личные надобности рабочих.
Время естественных технологических процессов — это период рабочего времени, когда предмет труда изменяет свои характеристики без непосредственного воздействия человека или техники (сушка на воздухе окрашенного или остывание нагретого изделия, рост и созревание растений, брожение некоторых продуктов и др.). Для ускорения производства многие естественные технологические процессы осуществляются в искусственно созданных условиях (например сушка в сушильных камерах).
Время технологического обслуживания производства включает: 1) стационарный контроль качества и определение годности обработки изделия; 2) контроль режимов работы машин и оборудования, их настройку, мелкий ремонт; 3) уборку рабочего места; 4) подвоз заготовок и материалов, приемку и уборку обработанной продукции.
Время перерывов в работе — это время, в течение которого не производится никакого воздействия на предмет труда и не происходит изменений его качественных характеристик, но продукция еще не является готовой и процесс производства не закончен. Различают регламентированные и нерегламентированные перерывы. В свою очередь, регламентированные перерывы в зависимости от вызвавших их причин разделяются на межоперационные (внутрисменные) и междусменные (связанные с режимом работы).
Межоперационные перерывы делятся на перерывы партионно-сти, ожидания и комплектования. Перерывы партионности имеют место при обработке деталей партиями: каждая деталь или узел, поступая к рабочему месту в составе партии, пролеживает дважды (первый раз — до начала, второй раз — по окончании обработки, пока вся партия не пройдет через данную операцию). Перерывы ожидания обусловлены несогласованностью (несинхронностью) длительности смежных операций технологического процесса. Они возникают, когда предыдущая операция заканчивается раньше, чем освобождается рабочее место для-выполнения следующей операции. Рассогласованность продолжительности сопряженных тех¬нологических операций, как правило, вызывается различной производительностью или нерегламентированными простоями различного оборудования, на котором осуществляется обработка изделия. Наименее производительная часть оборудования тормозит производственный процесс и является узким местом. Например, из пяти установленных станков у первых четырех потенциальная производительность — 10 технологических операций в час, а пятого станка — всего 6 операций в час. Обработанные на первых четырех станках изделия будут в среднем пролеживать 24 мин в ожидании, когда освободится мощность пятого станка, который и будет узким местом. Расшивка узких мест — важный резерв увеличения производственной мощности и общего снижения издержек производства, повышения доходности предприятия. На сборочных участках возникают перерывы комплектования, когда детали и узлы пролеживают в связи с незаконченностью изготовления других деталей, входящих в один сборочный комплект.
Междусменные перерывы определяются режимом работы (числом и длительностью смен). К ним относятся перерывы между рабочими сменами, а также выходные и праздничные дни. К ним могут быть отнесены обеденные перерывы и паузы для отдыха рабочих.
Нерегламентированные перерывы связаны с простоями оборудования и рабочих по организационным и техническим причинам, не предусмотренным режимом работы (отсутствие сырья, поломка оборудования, невыход на работу рабочих и т. д.). Нерегламентированные перерывы включаются в производственный цикл в виде поправочного коэффициента или не учитываются.
Выводы
1. Производство — это процесс создания материальных благ, необходимых для существования и развития общества. Содержание производства определяет трудовая деятельность, включающая сам труд, предметы труда и средства (орудия) труда.
2. Производственные подразделения предприятия, прямо или косвенно участвующие в производственном процессе, взаимосвязи между ними, принятые в совокупности, составляют производственную структуру предприятия.
3. Общая структура предприятия — понятие более широкое. Она включает в себя весь комплекс производственных подразделений, организацию по управлению предприятием и обслуживанию работников, их число, взаимосвязи и соотношения между ними.
4. Важнейшей задачей предприятия (организации) является построение его рациональной производственной и общей структуры.
5. Основной структурной производственной единицей предприятия является цех (или участок) — обособленное в административном отношении звено, выполняющее определенную часть общего производственного процесса.
6. В машиностроении так же, как и в некоторых других отраслях, цехи, как правило, подразделяются на четыре группы: основные, вспомогательные, подсобные и побочные. В основных цехах выполняются операции по изготовлению продукции, предназначенной для реализации.
7. Особую роль в производственной структуре предприятия играют научные и научно-исследовательские подразделения: конст¬рукторские и технологические, научно-исследовательские институты и лаборатории.
8. Под типом производства понимают комплексную характеристику особенностей организации, техники и экономики производства. Различают три типа производства: единичное, серийное и массовое.
9. Наиболее эффективное и высокопроизводительное — массовое производство. Здесь за счет повторяющихся значительных объемов производства появляется возможность применять специальное, высокопроизводительное оборудование, передовые технологические процессы, прогрессивные методы организации производства и труда.
10. Форма организации процесса производства представляет собой определенное сочетание во времени и в пространстве элементов этого процесса. Различают последовательную, параллельную и параллельно-последовательную формы организации производства.
Поможем написать любую работу на аналогичную тему