Сварка – это технологический процесс получения неразъемных соединений по средствам установления межатомных связей между свариваемыми частями при местном или общем нагреве, пластическом деформировании или совместном действии того и другого.
Для образования сварного соединения необходимо выполнение следующих условий:
1.Удаление со свариваемых поверхностей загрязнений, оксидов, абсорбированных на поверхностях, и инородных атомов (зачистка поверхностей деталей).
2.Энергетическая активация поверхностных атомов, облегчающая их взаимодействие друг с другом (нагрев).
3.Движение свариваемых поверхностей на расстояния сопоставимые с межатомным расстоянием в свариваемых заготовках.
Указанные условия реализуются различными способами сварки путем энергетического воздействия на металл в зоне сварки. Энергия вводится в виде теплоты, упруго-пластической деформации электронного, электро-магнитного и других видов воздействия.
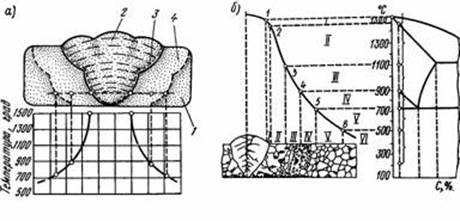 |
В результате металлургических и термических циклов сварки образуется прочное сварное соединение со следующим распределением структурного сварного шва:
Зоны шва:
1.Сварной шов – зона, имеющая характерное столбчатое строение, указывающее на направленность кристаллизации при переходе в твердое состояние. В металле шва наблюдаются неметаллические включения, газовые раковины и усадочные явления, характерные для отливок.
2.Зона неполного расплавления характеризуется небольшим размером, отличается крупнозернистой структурой.
3.Зона перегрева при сварке была нагрета ниже температуры фазового перехода, строение характеризуется крупным размером зерна и игольчатой структурой. По мере удаления от металла шва величина зерен уменьшается. Зона перегрева вызывает охрупчивание сварного соединения, особенно при повышенном содержании углерода. Уменьшить зону перегрева, достигающую 3-4 мм, можно или повышением скорости сварки, или увеличением числа проходов.
4.Зона нормализации – участок мелких зерен, образовавшихся в результате полной перекристаллизации основного металла. Механические свойства металла этой зоны превышают свойства основного металла. Ширина зоны достигает нескольких мм, в зависимости от размера шва.
5.Зона неполной перекристаллизации характеризуется сочетанием новых измельченных зерен со старыми исходными зернами основного металла. Ширина зоны составляет от 0,1-0,5 мм.
6.Зона рекристаллизации (1-1,5 мм) выделяется только при сварке предварительно наклепанного металла.
7.Зона синеломкости расположена непосредственно за зоной рекристаллизации, определяется по наличию синих цветов побежалости. По микроструктуре не имеет заметных отличий от исходного металла.
Физико-химические процессы, вызывающие образование структурной неоднородности сварного шва, обуславливают свойства металла шва, зоны термического влияния и всего соединения в целом.
Основной задачей, стоящей перед конструкторами и технологами, создающими сварную конструкцию, является получение соединения равнопрочного основному металлу в различных условиях эксплуатации.
Долговечность и надежность сварных конструкций определяется двумя группами факторов: конструктивными и технологическими.
Рациональное конструирование сварных соединений должно обеспечить наибольшую равномерность распределения по сечению детали в напряжении от внешних нагрузок, максимальное устранение концентраторов напряжений и уменьшение вредного влияния остаточных напряжений.
Поможем написать любую работу на аналогичную тему
Реферат
Строение металла сварного шва и околошовной зоны при электродуговой сварке
От 250 руб
Контрольная работа
Строение металла сварного шва и околошовной зоны при электродуговой сварке
От 250 руб
Курсовая работа
Строение металла сварного шва и околошовной зоны при электродуговой сварке
От 700 руб