В простом процессе детали (заготовки) в большинстве случаев изготавливают партиями, поэтому очень важным является вопрос о рациональном выборе движения партии деталей через всю совокупность последовательно выполняемых операций. Выбранный вид этого движения определяет степень непрерывности и параллельности производственного процесса и продолжительность производственного цикла изготовления партии деталей.
Процесс изготовления партии деталей, проходящей через многие операции, состоит из совокупности операционных циклов, каждый из которых представляет собой выполнение одной операции над всеми предметами производства данной партии. Совокупность операционных циклов, а также способ сочетания во времени смежных операционных циклов и их частей образуют временную структуру многооперационного технологического цикла. Продолжительность многооперационного технологического цикла существенно зависит от способа сочетания во времени операционных циклов и их частей, а также от определяемого вида движения партии деталей по операциям.
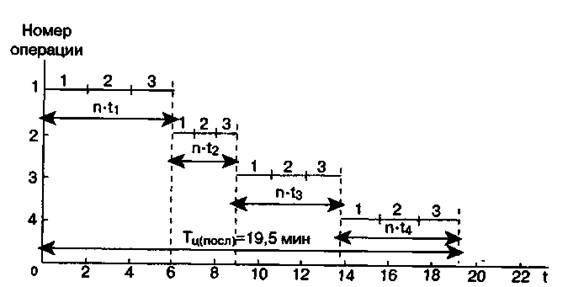 |
Существуют три вида движения партии деталей по операциям технологического процесса: последовательный, параллельно-последовательный и параллельный. Сущность последовательного вида движения заключается в том, что каждая последующая операция начинается только после окончания изготовления всей партии деталей на предыдущей операции. При этом передача с одной операции на другую осуществляется целыми партиями. Продолжительность операционного технологического цикла обработки партии деталей определяется по формуле на основе графика (рис. 6.2).
Рис. 6.2. График технологического цикла при последовательном движении деталей по операциям

где n - число деталей в обрабатываемой партии, шт.;
tj - штучное время на i-й операции, мин;
т - число операций в технологическом процессе.
Если на одной или нескольких операциях обработка деталей ведется одновременно на нескольких рабочих местах (Спр), то продолжительность технологического цикла рассчитывается по формуле
Преимуществом последовательного движения партии деталей является отсутствие перерывов в работе рабочих и оборудования на всех операциях. Однако этот вид движения имеет и существенные недостатки. Во-первых, детали пролеживают в течение длительного времени из-за перерывов партионности, свойственных данному виду движения, в результате чего создается большой объем незавершенного производства. Во-вторых, продолжительность технологического (производственного) цикла значительно увеличивается из-за отсутствия параллельности в обработке деталей. В связи с этим последовательное движение применяется преимущественно в единичном и мелкосерийном производствах, так как на таких предприятиях весьма широкая номенклатура изделий, а обработка деталей ведется небольшими партиями, что приводит к сокращению перерывов партионности и влияния их на продолжительность производственного цикла.
Сущность последовательно-параллельного движения заключается в том, что на каждом рабочем месте работа ведется без перерывов, как при последовательном движении, но вместе с тем имеет место параллельная обработка одной и той же партии деталей на смежных операциях. Передача деталей с предыдущей операции на последующую производится не целыми партиями (л), а поштучно или транспортными партиями (р). Пусть имеется такая же партия деталей, что и при последовательном виде движения, а величина транспортной партии р= 1.
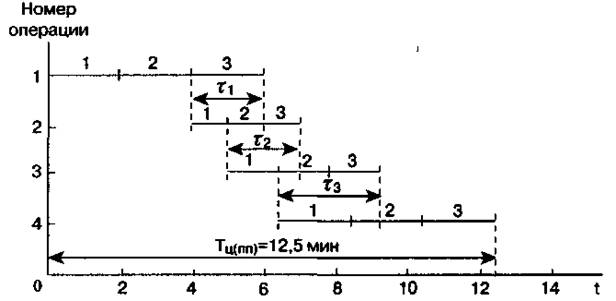
Рис. 6.3. График технологического цикла при параллельно-последовательном движении деталей по операциям
При построении графика данного вида движений деталей по операциям технологического процесса (рис. 6.3) необходимо учитывать следующие виды сочетаний периодов выполнения смежных операций.
1.Если периоды выполнения смежных операций (предыдущей и последующей) одинаковые, то между ними организуется параллельная обработка деталей, которые передаются с предыдущей операции на последующую поштучно или небольшими транспортными партиями сразу же после их обработки.
2.Если продолжительность последующей операции меньше, чем предыдущей, то отсутствие простоев оборудования на последующей операции может быть обеспечено только после накопления перед ней известного запаса деталей, позволяющего эту операцию выполнять непрерывно (в примере t2 < t1). Для того чтобы определить момент начала последующей операции, необходимо отточки, соответствующей окончанию предыдущей операции над всей партией (n), отложить вправо отрезок, равный в принятом масштабе времени выполнения последующей операции (t2) над одной транспортной партией (р), а влево - отрезок, равный продолжительности последующей операции над всеми предшествующими транспортными партиями.
3. Если продолжительность последующей операции больше, чем предыдущей (в нашем примере t3>t2, t4> t3) то в этом случае транспортную партию (р) можно передавать с предыдущей операции на последующую сразу же по окончании ее обработки.
Тогда продолжительность технологического цикла изготовления партии деталей при последовательно-параллельном движении можно определить по формуле При такой организации производственный цикл изготовления партии деталей характеризуется тем, что, во-первых, его продолжительность меньше, чем при последовательном виде движения; во-вторых, в нем отсутствуют перерывы в работе оборудования и рабочих; в-третьих, при этом виде движений общее время пролеживания деталей на операциях намного меньше, чем при последовательном виде движения.
Достоинством этого вида движения является отсутствие перерывов в работе рабочих и оборудования и значительное сокращение продолжительности технологического (производственного) цикла по сравнению с последовательным видом движения. Данный вид движения позволяет вести работу большими партиями и при большой трудоемкости изготовления деталей, благодаря чему он широко используется в серийном и крупносерийном производстве.
Сущность параллельного вида движений заключается в том, что детали с одной операции на другую передаются поштучно или транспортными партиями (р) немедленно после завершения обработки (независимо от времени выполнения смежных операций). При этом обработка деталей по всем операциям осуществляется непрерывно и пролеживание деталей исключено. Это значительно сокращает продолжительность технологического цикла и, следовательно, производственного.
Пусть имеется такая же партия деталей, что и при последовательном и последовательно-параллельном видах движения, и величина транспортной партии р = 1.
При построении графика параллельного движения партии деталей по операциям (рис. 6.4) необходимо учитывать следующие правила:
1.Сначала строится технологический цикл для первой транспортной партии по всем операциям без пролеживания между ними.
2.На операции с самой большой продолжительностью строится операционный цикл обработки деталей по всей партии (п) без перерывов в работе оборудования.
Для всех остальных транспортных партий достраиваются операционные циклы
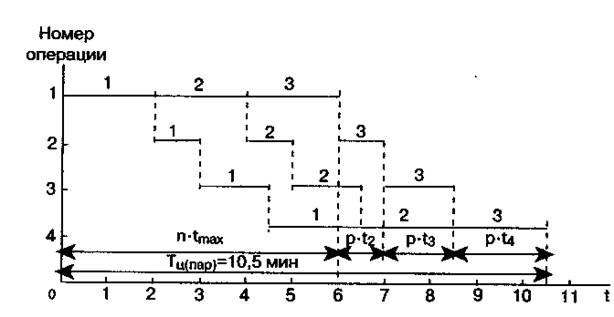
Рис. 6.4. График технологического цикла при параллельном движении деталей по операциям
Из рис. 5.4 видно, что продолжительность технологического цикла изготовления партии деталей (п = 3) на m = 4 операциях и при передаче их транспортными партиями (р = 1) определяется по формуле

или
Из графика и расчета видно, что технологический цикл изготовления партии деталей при данном виде движения является самым коротким по сравнению с другими видами движения. Вместе с тем на всех операциях, кроме операции максимальной по продолжительности, работа осуществляется с перерывами в работе оборудования. Исключение составляет случай, когда периоды выполнения операций технологического процесса равны либо кратны, т. е. синхронны. Этот вариант называется поточным видом движения, который применяется при организации непрерывно-поточных линий.
Преимущество этого вида движения состоит в том, что он обеспечивает наименьшую продолжительность технологического цикла и особенно, если процесс синхронизированный, а также равномерную загрузку рабочих и оборудования и высокую производительность труда. Данный вид движения применяется в серийном и массово-поточном производствах.
Поможем написать любую работу на аналогичную тему
Реферат
Расчет и анализ продолжительности производственного цикла простого процесса
От 250 руб
Контрольная работа
Расчет и анализ продолжительности производственного цикла простого процесса
От 250 руб
Курсовая работа
Расчет и анализ продолжительности производственного цикла простого процесса
От 700 руб