Задача предприятия состоит в том, чтобы воспринять "на входе" факторы производства (затраты), переработать их и "на выходе" выдать продукцию (результат) (схема 3.1.). Такого рода трансформационный процесс обозначается как "производство". Его цель – в конечном итоге улучшить уже имеющееся, чтобы увеличить таким образом запас средств, пригодных для удовлетворения потребностей.
Производственный (трансформационный) процесс состоит в том, чтобы преобразовать затраты ("вход") в результат ("выход"); при этом необходимо соблюдение ряда правил игры.
 |
Схема 3.1. Основная структура производственного трансформационного процесса.
Между затратами на "входе"(Input) и результатом на "выходе"(Output), а также параллельно этому на предприятии происходят многочисленные действия ("решаются задачи"), которые только в их единстве полностью описывают производственный трансформационный процесс (схема 3.2). Рассмотрим здесь лишь коротко охарактеризованные частные задачи производственного трансформационного процесса.
Производственный трансформационный процесс состоит из частных задач обеспечения (снабжения), складирования (хранения), изготовления продукции, сбыта, финансирования, обучения персонала и внедрения новых технологий, а также управления.
К задаче снабжения предприятия относятся покупка или аренда (лизинг) средств производства, покупка сырья (для предприятий с материально-вещественной продукцией), прием на работу сотрудников.
К задаче складирования (хранения) относятся все производственные работы, которые возникают перед собственно процессом производства (изготовления) продукции в связи со складированием средств производства, сырья и материалов, а после него – со складированием и хранением готовой продукции.
В задаче изготовления продукции речь идет о производственных работах в рамках производственного процесса. На предприятиях, изготавливающих материально-вещественную продукцию, они в значительной степени определяются технологической составляющей. В частности, необходимо определить когда, какая продукция, в каком месте, с использованием каких производственных факторов должна быть изготовлена ("производственное планирование").
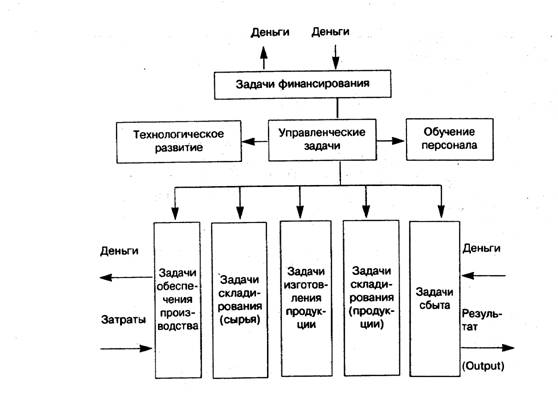
Схема 3.2. Частные задачи производственного трансформационного процесса.
Задача сбыта продукции связана с исследованием рынка сбыта, воздействия на него (например, путем рекламы), а также с продажей или сдачей в аренду продукции предприятия.
Задача финансирования находится между сбытом и снабжением: путем продажи продукции, или результата производственного процесса (Output) зарабатывают деньги, а при снабжении (или обеспечении производства – Input) деньги тратят. Однако часто отток и приток денег не одинаковы (не покрывают друг друга). Так, крупные инвестиции могут не компенсироваться выручкой от продаж. Поэтому временный недостаток средств для уплаты по просроченным ссудам и излишек денежных средств, затраченных на предоставление кредитов (лизинга, аренды), относятся к типичным задачам финансирования. Сюда же в рамках "финансового менеджмента" относят получение дохода (прибыли), как и вложение капиталов в другие предприятия через рынок капиталов.
Обучение персонала и внедрение новых технологий должны дать возможность сотрудникам постоянно повышать квалификацию, и они благодаря этому были бы в состоянии внедрять и развивать новейшие технологии во всех сферах предприятия и особенно в области новой продукции и производственных технологий.
Задача управления (руководства) включает работы, которые охватывают подготовку и принятие руководящих решений с целью руководства и управления всеми другими производственными работами на предприятии. В связи с этим особое значение приобретает бухгалтерский учет на предприятии (включая годовой баланс, анализ издержек, производственную статистику, финансирование). Бухгалтерский учет должен полностью включать и оценивать все текущие документы, которые характеризуют производственный процесс.
Частные задачи производственного трансформационного процесса ("Input" – "Output") и их связь с процессом создания стоимости могут рассматриваться как "стоимостная цепочка", которая связывает между собой звенья (поставщики и потребители), расположенные до и после непосредственно процесса изготовления продукции (производственного процесса).
Включая вышесказанное – производственный процесс есть процесс воспроизводства материальных благ и производственных отношений.
Как процесс воспроизводства материальных благ производственный процесс является совокупностью процессов труда и естественных процессов, необходимых для изготовления определенного вида продукции.
Основными элементами, определяющими процесс труда, а следовательно, и производственный процесс, являются целесообразная деятельность (или сам труд), предметы труда и средства труда.
Целесообразная деятельность (или сам труд) осуществляется человеком, который затрачивает нервно-мышечную энергию для выполнения различных механических движений, наблюдения и контроля за воздействием орудий труда на предметы труда.
Предметы труда определяются той продукцией, которая выпускается предприятием. Основной продукцией машиностроительных заводов являются различного рода изделия. Согласно ГОСТ 2.101–68* изделием называется любой предмет или набор предметов труда, подлежащих изготовлению на предприятии. В зависимости от назначения различают изделия основного производства и изделия вспомогательного производства.
К изделиям основного производства относятся изделия, предназначенные для товарной продукции. К изделиям вспомогательного производства следует относить изделия, предназначенные только для собственных нужд предприятия, изготовляющего их (например, инструмент собственного производства). Изделия, предназначенные для реализации, но одновременно используемые и для собственных нужд предприятия, следует относить к изделиям вспомогательного производства в той части, в которой они используются для собственных нужд.
Различают следующие виды изделий: детали, сборочные единицы, комплексы и комплекты.
Кроме того, изделия делят на: а) неспецифицированные (детали), если они не имеют составных частей; б) специфированные (сборочные единицы, комплексы, комплекты), если они состоят из двух и более составных частей. Составной частью может быть любое изделие (деталь, сборочная единица, комплекс и комплект).
Деталь – предмет, который не может быть разделен на части без разрушения его. Деталь может состоять из нескольких частей (предметов), приведенных в постоянное неделимое состояние каким-либо способом (например, сваркой).
Сборочная единица (узел)– разъемное или неразъемное сопряжение нескольких деталей.
Комплексы и комплекты могут состоять из соединенных между собой сборочных единиц и деталей,
Изделия характеризуются приводимыми ниже качественными и количественными параметрами.
1. Конструктивной сложностью. Она зависит от числа входящих в изделие деталей и сборочных единиц; это число может колебаться от нескольких штук (простые изделия) до десятков тысяч (сложные изделия).
2. Размерами и массой. Размеры могут колебаться в 'пределах от нескольких миллиметров (или даже меньше) до нескольких десятков (даже сотен) метров (например, морские суда). Масса изделия зависит от размеров и соответственно может изменяться от граммов (миллиграммов) до десятков (и тысяч) тонн. С этой точки зрения все изделия делят на мелкие, средние и крупные. Границы их деления зависят от отрасли машиностроения (вида продукции).
3. Видами, марками и типоразмерами применяемых материалов. Число их достигает десятков (даже сотен) тысяч.
4. Трудоемкостью обработки деталей и сборки сборочных единицей изделия в целом. Она может изменяться от долей нормо-минуты до нескольких тысяч нормо-часов. По этому признаку различают нетрудоемкие (малотрудоемкие) и трудоемкие изделия.
5. Степенью точности и шероховатости обработки деталей и точности сборки сборочных единиц и изделий. В связи с этим изделия подразделяют на высокоточные, точные и низкоточные.
6. Удельным весом стандартных, нормализованных и унифицированных деталей и сборочных единиц.
7. Числом изготовляемых изделий; оно может колебаться от единиц до миллионов в год.
Характеристики изделий во многом предопределяют организацию производственного процесса в пространстве и во времени.
Так, от конструктивной сложности изделий зависит число обрабатывающих и сборочных цехов или участков и соотношение между ними.
Чем сложнее изделие тем больший удельный вес занимают сборочные работы и сборочные участки и цехи в структуре предприятия. Размер, масса и количество изделий влияют на организацию их сборки; на создание того или иного вида поточного производства; организацию транспортировки деталей, сборочных единиц и изделий по рабочим местам, участкам и цехам; во многом определяют вид движения по рабочим местам (операциям) и длительность производственного цикла.
Для крупных и тяжелых изделий применяют неподвижные поточные линии с периодическим движением конвейеров. Для их транспортировки используются подъемные краны и специальные транспортные средства. Движение их по операциям организуется в основном по параллельному, виду. Длительность производственного цикла изготовления таких изделий большая, она измеряется иногда годами.
Иногда приходится в механических цехах организовывать участки крупных, мелких и средних деталей.
От вида и марки обрабатываемых материалов зависит необходимость сочетания тех или иных заготовительных и обрабатывающих участков или цехов.
При наличии большого числа заготовок из литья и поковок требуется создание литейных цехов (чугунолитейных, сталелитейных, цветного литья и других), кузнечных и прессовых (горячего и холодного прессования) цехов. При изготовлении многих заготовок из прокатного материала потребуются заготовительные участки или цехи. При механической обработке деталей из цветных металлов приходится, как правило, организовывать отдельные участки.
Степень точности и чистоты обработки и сборки влияет на состав оборудования и участков, их расположение.
Для обработки особо точных деталей и сборки сборочных единиц и изделий необходима организовывать отдельные участки, так как при этом требуется создание особых санитарно-гигиенических условий.
От удельного веса стандартных, нормализованных и унифицированных деталей и сборочных единиц зависит состав оборудования, участков и цехов.
Изготовление стандартных и нормализованных деталей, как правило, ведется на специальных участках или в специальных цехах. Для них организуется поточно-массовое производство.
Трудоемкость и число изготовляемых изделий влияют на состав и количество оборудования, цехов и участков, их расположение, возможность организации поточного производства, длительность производственного цикла, величину незавершенного производства, себестоимость и другие экономические показатели работы предприятия. Изделия, которые не изготовляют на данном предприятии, а получают в готовом виде, относятся к покупным. Их называют также комплектующими изделиями.
На каждом машиностроительном заводе обычно одновременно изготовляется несколько изделий, различных по конструкции и размерам. Перечень всех видов изделий, выпускаемых заводом, называется номенклатурой.
К средствам труда относятся орудия производства, земля, здания и сооружения, транспортные средства. В составе средств труда определяющая роль принадлежит оборудованию, особенно рабочим машинам.
На каждую единицу оборудования предприятием-изготовителем составляется паспорт, в котором указывается дата изготовления оборудования и полный перечень его технических характеристик (скорость обработки, мощность двигателей, допускаемые усилия, правила обслуживания и эксплуатаций и др.).
Сочетание элементов процесса труда (труд определенной квалификации, орудия и предметы труда) и частичных производственных процессов (изготовление отдельных узлов готового продукта или выполнение определенной стадии процесса изготовления продукции) осуществляется по качественным и количественным признакам и ведется в нескольких направлениях. Различают поэлементный (функциональный), пространственный и временной разрезы организации производства.
Поэлементный разрез организации производства связан с упорядочением техники, технологии, предметов труда, орудии и самого труда в единый процесс производства. Организация производства предполагает внедрение наиболее производительных машин и оборудования, обеспечивающих высокий уровень механизации и автоматизации производственного процесса; использование высококачественных и эффективных материалов; совершенствование конструкций и моделей выпускаемых изделий; интенсификацию и внедрение более прогрессивных технологических режимов.
Основная задача поэлементной организации производства состоит в правильном и рациональном подборе состава оборудования, инструментов, материалов, заготовок и квалификационного состава кадров, с тем чтобы обеспечить полное их использование в процессе производства. Проблема взаимного соответствия элементов процесса производства особенно актуальна в сложных высокомеханизированных и автоматизированных процессах при динамичной номенклатуре производства.
Сочетание частичных производственных процессов обеспечивает пространственная и временная организация производства. Производственный процесс включает множество частичных процессов, направленных на изготовление готового продукта. Классификация производственных процессов показана на рис. 3.3.
 |
Схема 3.3. Классификация производственных процессов
По роли в общем процессе изготовления готовой продукции выделяют производственные процессы:
¨ основные, направленные на изменение основных предметов труда и придание им свойств готовых продуктов; в этом случае частичный производственный процесс связан либо с реализацией какой-либо стадии обработки предмета труда, либо с изготовлением детали готового изделия;
¨ вспомогательные, создающие условия для нормального хода основного процесса производства (изготовление инструмента для нужд своего производства, ремонт технологического оборудования и т.п.);
¨ обслуживающие, предназначенные для перемещения (транспортные процессы), хранения в ожидании последующей обработки (складирование), контроля (контрольные операции), обеспечения материально-техническими и энергетическими ресурсами и т. п.;
¨ управленческие, в которых разрабатываются и принимаются решения, производятся регулирование и координация хода производства, контроль за точностью реализации программы, анализ и учет проведенной работы; эти процессы часто переплетаются с ходом производственных процессов.
Основные процессы в зависимости от стадии изготовления готового изделия делят на заготовительные, обрабатывающие, сборочно-отделочные. Заготовительные процессы, как правило, весьма разнообразны. Например, на машиностроительном заводе они включают раскрой металла, литейные, кузнечные и прессовые операции; на швейной фабрике–декатировку и раскрой ткани; на химическом комбинате – очистку сырья, доведение его до нужной концентрации и т.п. Продукция заготовительных процессов используется в разных обрабатывающих подразделениях. Обрабатывающие цехи представлены в машиностроении металлообрабатывающими; в швейной промышленности – пошивочными; в металлургии – доменными, прокатными; в химическом производстве – процессом крекинга, электролиза и т. п. Сборочно-отделочные процессы в машиностроении представлены, сборкой и окраской; в текстильной промышленности – окрасочно-отделочными процессами; в швейной – отделкой и т. п.
Целью вспомогательных процессов является изготовление продукции, которая используется в основном процессе, но не входит в состав готового продукта. Например, изготовление инструмента для собственных нужд, производство энергии, пара, сжатого воздуха для своего производства; производство запасных частей для собственного оборудования и его ремонт и т. п. Состав и сложность вспомогательных процессов зависят от особенностей основных и состава материально-технической базы предприятия. Увеличение номенклатуры, разнообразие и усложнение готового продукта, повышение технической оснащенности производства вызывают необходимость расширения состава вспомогательных процессов: изготовления моделей и специальных приспособлений, развития энергетического хозяйства, увеличения объема работ ремонтного цеха.
Основной тенденцией организации обслуживающих процессов является максимальное совмещение с основными процессами и повышение уровня их механизации и автоматизации. Такой подход позволяет проводить автоматический контроль в процессе основной обработки, непрерывное перемещение предметов труда по технологическому процессу, непрерывную автоматизированную передачу предметов труда к рабочим местам и т. п.
Особенностью современных орудий труда является органическое включение в их состав наряду с рабочим, двигательным и передаточным управляющего механизма. Это характерно для автоматизированных поточных линий, станков с числовым программным управлением и т. п. Особенно органично в производственный процесс вписываются управленческие воздействия при внедрении автоматизированных систем управления технологическим процессом и использовании микропроцессорной техники. Повышение уровня автоматизации производства и, в частности, широкое использование робототехники приближает управленческие процессы непосредственно к производству, органически включает их в основной производственный процесс, повышая его гибкость и надежность.
По характеру воздействия на предмет труда выделяют процессы:
¨ технологические, в ходе которых происходит изменение предмета труда под воздействием живого труда;
¨ естественные, когда меняется физическое состояние предмета труда под влиянием сил природы (они представляют собой перерыв в процессе труда).
В современных условиях доля естественных процессов значительно сокращается, так как с целью интенсификации производства они последовательно переводятся в технологические.
Технологические производственные процессы классифицируются по методам превращения предметов труда в готовый продукт на: механические, химические, монтажно-демонтажные (сборочно-разборочные) и консервационные (смазка, покраска, упаковка и т.п.). Эта группировка служит базой для определения состава оборудования, методов обслуживания и пространственной его планировки.
По формам взаимосвязи со смежными процессами различают: аналитические, когда в результате первичной обработки (расчленения) комплексного сырья (нефть, руда, молоко и т. п.) получают различные продукты, которые поступают в различные процессы последующей обработки;
¨ синтетические, осуществляющие соединение полуфабрикатов, поступивших из разных процессов, в единый продукт;
¨ прямые, создающие из одного вида материала один вид полуфабрикатов или готового продукта.
Преобладание того или иного вида процессов зависит от особенностей исходного сырья и готового продукта, т. е. от отраслевых особенностей производства. Аналитические процессы типичны для нефтеперерабатывающей и химической промышленности, синтетические – для машиностроения, прямые – для простых малопередельных процессов производства (например, кирпичное производство).
По степени непрерывности различают: непрерывные и дискретные (прорывные) процессы. По характеру используемого оборудования выделяют: аппаратурные (замкнутые) процессы, когда технологический процесс осуществляется в специальных агрегатах (аппаратах, ваннах, печах), а функция рабочего заключается в управлении и обслуживании их; открытые (локальные) процессы, когда рабочий осуществляет обработку предметов труда с помощью набора инструментов и механизмов.
По уровню механизации принято выделять:
¨ ручные процессы, выполняемые без применения машин, механизмов и механизированного инструмента;
¨ машинно-ручные, выполняемые с помощью машин и механизмов при обязательном участии рабочего, например обработка детали на универсальном токарном станке;
¨ машинные, осуществляемые на машинах, станках и механизмах при ограниченном участии рабочего;
¨ автоматизированные, осуществляемые на машинах-автоматах, где рабочий ведет контроль и управление ходом производства; комплексно автоматизированные, в которых наряду с автоматическим производством осуществляется автоматическое оперативное управление.
По масштабам производства однородной продукции различают процессы
¨ массовые – при большом масштабе выпуска однородной продукции; серийные – при широкой номенклатуре постоянно повторяющихся видов продукции, когда за рабочими местами закрепляется несколько операций, выполняемых в определенной последовательности; часть работ может выполняться непрерывно, часть – в течение нескольких месяцев в году; состав процессов носит повторяющийся характер;
¨ индивидуальные – при постоянно меняющейся номенклатуре изделий, когда рабочие места загружаются различными операциями, выполняемыми без какого-либо определенного чередования; большая доля процессов носит уникальный характер, в этом случае. процессы не повторяются.
Особое место в производственном процессе занимает опытное производство, где отрабатываются конструкция и технология изготовления новых, вновь осваиваемых изделий.
В условиях сложного динамичного современного производства практически невозможно найти предприятие с одним типом производства. Как правило, на одном и том же предприятии и особенно в объединении имеются цехи и участки массового производства, где выпускаются стандартные и унифицированные элементы изделий и полуфабрикаты, и серийные участки, на которых изготовляются полуфабрикаты ограниченного применения. Вместе с тем все чаще возникает необходимость, формирования участков индивидуального производства, где изготавливаются особые части изделия, отражающие его индивидуальные характеристики и связанные с выполнением требований специального заказа. Таким образом, в рамках одного производственного звена имеют место все типы производства, что определяет особую сложность их сочетания в процессе организации.
Пространственный вид организации обеспечивает рациональное расчленение производства на частичные процессы и закрепление их за отдельными производственными звеньями, определение их взаимосвязи и расположения на территории предприятия. Наиболее полно эта работа проводится в процессе проектирования и обоснования организационных структур производственных звеньев. Вместе с тем она ведется по мере накопления изменений, происходящих в производстве. Большая работа по пространственной организации производства проводится при создании производственных объединений, расширении и реконструкции предприятий, переспециализации производства. Пространственная организация производства – это статическая сторона организационной работы.
Наиболее сложным является временной разрез организации производства. Он включает определение длительности производственного цикла изготовления изделия, последовательности выполнения частичных производственных процессов, очередности запуска и выпуска •различных видов изделий и т. д.
Принципы организации производства
Рациональная организация производства должна отвечать ряду требований, строиться на определенных принципах:
Пропорциональность в организации производства предполагает соответствие пропускной способности (относительной производительности в единицу времени) всех подразделений предприятия – цехов, участков, отдельных рабочих мест по выпуску готовой продукции. Степень пропорциональности производства а может быть охарактеризована величиной отклонения пропускной способности (мощности) каждого передела от запланированного ритма выпуска продукции:
 ,
,
где m – количество переделов или стадий изготовления продукта; h – пропускная способность отдельных переделов; h2 – запланированный ритм выпуска продукции (объем производства по плану).
Пропорциональность производства исключает перегрузку одних участков, т. е. возникновение "узких мест", и недоиспользование мощностей в других звеньях, является предпосылкой равномерной работы предприятия и обеспечивает бесперебойный ход производства.
Базой соблюдения пропорциональности является правильное проектирование предприятия, оптимальное сочетание основных и вспомогательных производственных звеньев. Однако при современных темпах
обновления производства, быстрой сменяемости номенклатуры производимой продукции и сложной кооперации производственных звеньев задача поддержания пропорциональности производства становится постоянной. С изменением производства меняются взаимоотношения между производственными звеньями, загрузка отдельных переделов. Перевооружение определенных подразделений производства изменяет установившиеся пропорции в производстве и требует повышения мощности смежных участков.
Одним из методов поддержания пропорциональности в производстве является оперативно-календарное планирование, которое позволяет разрабатывать задания для каждого производственного звена с учетом, с одной стороны, комплексного выпуска продукции, а с другой – наиболее полного использования возможностей производственного аппарата. В этом случае работа по поддержанию пропорциональности совпадает с планированием ритмичности производства.
Пропорциональность в производстве поддерживается также своевременной заменой орудий труда, повышением уровня механизации и автоматизации производства, путем изменений в технологии производства и т. д. Это требует системного подхода к решению вопросов реконструкции и технического переоснащения производства, планирования освоения и пуска новых производственных мощностей.
Усложнение продукции, использование полуавтоматического и автоматического оборудования, углубление разделения труда увеличивает число параллельно проводимых процессов по изготовлению одного продукта, органическое сочетание которых надо обеспечить, т, е. дополняет пропорциональность принципом параллельности. Под параллельностью понимается одновременное выполнение отдельных частей производственного процесса применительно к разным частям общей партии деталей. Чем шире фронт работ, тем меньше, при прочих равных условиях, длительность изготовления продукции. Параллельность реализуется на всех уровнях организации. На рабочем месте параллельность обеспечивается совершенствованием структуры технологической операции, и в первую очередь технологической концентрацией, сопровождающейся многоинструментальной либо многопредметной обработкой. Параллельность в выполнении основных и вспомогательных элементов операции заключается в совмещении времени машинной обработки со временем установки к съема деталей, контрольных промеров, загрузки и выгрузки аппарата с основным технологическим процессом и т. п. Параллельное выполнение основных процессов реализуется ври многопредметной обработке деталей, одновременном выполнении сборочно-монтажных операций над одинаковыми или различными объектами.
Уровень параллельности производственного процесса может быть охарактеризован при помощи коэффициента параллельности Кn, исчисляемого как соотношение длительности производственного цикла при параллельном движении предметов труда Тпр.ц и фактической его длительности Тц:
 ,
,
где n – количество переделов.
В условиях сложного многозвенного процесса изготовления продукции все большее значение приобретает непрерывность производства, что обеспечивает ускорение оборачиваемости средств. Повышение непрерывности – важнейшее направление интенсификации производства. На рабочем месте она достигается в процессе выполнения каждой операции путем сокращения вспомогательного времени (внутриоперационных перерывов), на участке и в цехе при передаче полуфабриката с одного рабочего места на другое (межоперационных перерывов) и на предприятии в целом, сведение перерывов до минимума в целях максимального ускорения оборачиваемости материально-энергетических ресурсов (межцехового пролеживания).
Непрерывность работ в пределах операции обеспечивается прежде всего совершенствованием орудий труда – введением автоматической переналадки, автоматизацией вспомогательных процессов, использованием специальной оснастки и приспособлений.
Сокращение межоперационных перерывов связано с выбором наиболее рациональных методов сочетания и согласования частичных процессов во времени. Одной из предпосылок сокращения межоперационных перерывов является применение непрерывных транспортных средств; использование в процессе производства жестко взаимосвязанной системы машин и механизмов, применение роторных линий. Степень непрерывности производственного процесса может быть охарактеризована коэффициентом непрерывности Кн, исчисляемым как соотношение длительности технологической части производственного цикла Тц.тех и продолжительности полного производственного цикла Тц:
 ,
,
где m – общее количество переделов.
Непрерывность производства рассматривается в двух аспектах: непрерывного участия в процессе производства предметов труда-сырья и полуфабрикатов и непрерывной загрузки оборудования и рационального использования рабочего времени. Обеспечивая непрерывность движения предметов труда, одновременно необходимо свести к минимуму остановки оборудования для переналадки, в ожидании поступления материалов и т. п. Это требует повышения однообразия работ, выполняемых на каждом рабочем месте, а также использования быстропереналаживаемого оборудования (станков с программным управлением), копировальных станков и т. д.
Одной из предпосылок непрерывности производства является прямоточность в организации производственного процесса, которая представляет собой обеспечение кратчайшего пути прохождения изделием всех стадий и операций производственного процесса, от запуска в производство исходных материалов и до выхода готовой продукции. Прямоточность характеризуется коэффициентом Кпр, представляющим соотношение длительности транспортных операций Ттр к общей продолжительности производственного цикла Тц:
 ,
,
где j – количество транспортных операций.
В соответствии с этим требованием взаимное расположение зданий и сооружений на территории предприятия, а также размещение в них основных цехов должно соответствовать требованиям производственного процесса. Поток материалов, полуфабрикатов и изделий должен быть поступательным и кратчайшим, без встречных и возвратных движений. Вспомогательные цехи и склады должны размещаться возможно ближе к обслуживаемым ими основным цехам.
Для обеспечения полного использования оборудования, материально-энергетических ресурсов и рабочего времени важное значение имеет ритмичность производства, являющаяся основополагающим принципом его организации.
Принцип ритмичности предполагает равномерный выпуск продукции и ритмичный ход производства. Уровень ритмичности может быть охарактеризован коэффициентом Кр, который определяется как сумма отрицательных отклонений достигнутого выпуска продукции от заданного плана
 ,
,
где SA – сумма ежедневно недоданной продукции; n – длительность планового периода, дни; П – плановый выпуск продукции.
Равномерный выпуск продукции означает изготовление в равные промежутки времени одинакового или постепенно возрастающего количества продукции. Ритмичность производства выражается в повторении через равные промежутки времени частных производственных процессов на всех стадиях производства и "осуществлении на каждом рабочем месте в равные промежутки времени одинакового объема работ, содержание которых в зависимости от метода организации рабочих мест может быть одинаковым или различным.
Ритмичность производства – одна из основных предпосылок рационального использования всех его элементов. При ритмичной работе обеспечивается полная загрузка оборудования, нормальная его эксплуатация, улучшается использование материально-энергетических ресурсов, рабочего времени.
Обеспечение ритмичной работы является обязательным для всех подразделений производства – основных, обслуживающих и вспомогательных цехов, материально-технического снабжения. Неритмичная работа каждого звена приводит к нарушению нормального хода производства.
Порядок повторения производственного процесса определяется производственными ритмами. Необходимо различать ритм выпуска продукции (в конце процесса), операционные (промежуточные) ритмы, а также ритм запуска (в начале процесса). Ведущим является ритм выпуска продукции. Он может быть длительно устойчивым только при условии, если соблюдаются операционные ритмы на всех рабочих местах. Методы организации ритмичного производства зависят от особенностей специализации предприятия, характера изготовляемой продукции и уровня организации производства. Ритмичность обеспечивается организацией работы во всех подразделениях предприятия, а также своевременной его подготовкой и комплексным обслуживанием.
Современный уровень научно-технического прогресса предполагает соблюдение гибкости организации производства. Традиционные принципы организации производства ориентированы на устойчивый характер производства – стабильную номенклатуру продукции, специальные виды оборудования и т. п. В условиях быстрого обновления номенклатуры продукции меняется технология производства. Между тем быстрая смена оборудования, перестройка его планировки вызвали бы неоправданно высокие затраты, и это явилось бы тормозом технического прогресса; невозможно также часто менять производственную структуру (пространственную организацию звеньев). Это выдвинуло новое требование к организации производства – гибкость. В поэлементном разрезе это означает прежде всего быструю переналаживаемость оборудования. Достижения микроэлектроники создали технику, способную к широкому диапазону использования и производящую в случае необходимости автоматическую самоподналадку.
Широкие возможности повышения гибкости организации производства дает использование типовых процессов выполнения отдельных стадий производства. Хорошо известно построение переменно-поточных линий, на которых без их перестройки может изготовляться различная продукция. Так, сейчас на обувной фабрике на одной поточной линии изготовляются различные модели женской обуви при однотипном методе крепления низа; на автосборочных конвейерных линиях без переналадки происходит сборка машин не только разной расцветки, но и модификации. Эффективно создание гибких автоматизированных производств, основанных на применении роботов и микропроцессорной техники. Большие возможности в этом плане обеспечивает стандартизация полуфабрикатов. В таких условиях при переходе на выпуск новой продукции или освоении новых процессов нет необходимости перестраивать все частичные процессы и звенья производства.
Одним из важнейших принципов современной организации производства является ее комплексность, сквозной характер. Современные процессы изготовления продукции характеризуются сращиванием и переплетением основных, вспомогательных и обслуживающих процессов, при этом вспомогательные и обслуживающие процессы занимают все большее место в общем производственном цикле. Это связано с известным отставанием механизации и автоматизации обслуживания производства по сравнению с оснащенностью основных производственных процессов. В этих условиях становится все более необходимой регламентация технологии и организации выполнения не только основных, но и вспомогательных и обслуживающих процессов производства.
Поможем написать любую работу на аналогичную тему
Реферат
Понятие о производственным процессе. Основные принципы организации производственного процесса.
От 250 руб
Контрольная работа
Понятие о производственным процессе. Основные принципы организации производственного процесса.
От 250 руб
Курсовая работа
Понятие о производственным процессе. Основные принципы организации производственного процесса.
От 700 руб