Изготовлению упругих резиновых печатных форм способом прессования предшествует изготовление первичной оригинальной формы — набора или клише.
Типографские наборные формы, изготовленные ручным или машинным способом, могут быть использованы как оригинальные для последующего получения матриц, а с них — флексографских печатных форм.
Строки линотипного или монотипного набора должны иметь сплошную поверхность без пор в металле. Наличие в литерах или строках пустот вызовет провалившие набора при матрицировании.
Изготовленный набор помешается в раму и фиксируется в ней заключками. Усилие зажима должно учитывать последующее расширение металла из-за нагрева при матрицировании.
В настоящее время металлический набор заменяется фотонабором или компьютерным набором. Полученный негатив используется для изготовления клише.
Изготовление клише ‑ это фотомеханический процесс переноса изображения с негатива на поверхность металлической пластины из меди, магния и цинка. Наиболее часто применяется мелкокристаллический цинк, так называемый микроцинк.
Поверхность металла очищается, покрывается копировальным слоем и высушивается. Далее производят экспонирование негатива. Во время экспонирования участки копировального слоя, на которые подействовал свет, задубливаются. становясь нерастворимыми в воде. При последующем проявлении незадубленный копировальный слой с пробельных участков удаляется. Задубленный копировальный слой на участках печатающих элементов остается и дополнительно задубливается химически и термически, чтобы обеспечить достаточную кислотоустойчивость при последующем травлении.
Травление металлов кислотами, наряду с травлением в глубину, приводит также к боковому подтравливанию металла под защищенными участками, что обусловливает проведение процесса по стадиям. Для уменьшения бокового стравливания в раствор вводят поверхностно-активные вещества (ПАВ), а процесс травления ведут в одну стадию. В раствор, кроме ПАВ, вводят углеводороды, что приводит к образованию эмульсий, а процесс называют эмульсионным травлением.
В зависимости от характера воспроизводимого изображения клише бывают штриховые и растровые: от этого зависит, с одной стороны, глубина травления клише, а с другой — твердость применяемого в последующем для прессования формы эластомера.
После травления клише тщательно смывают и производят отделку. Выступы на пробельных элементах удаляют механически штихелем или фрезерованием. Во время отделки клише для облегчения последующего монтажа печатной формы и приводки красок во время печати на него наносят специальные метки (если их не было на негативе). Маркировочные линии по возможности должны проходить по всему клише и образовывать между собой прямой угол. В особых случаях могут быть проведены дополнительные линии, чтобы в последующем при подготовке к печатанию заказа можно было точно установить печатные формы. Клише, подготовленное таким образом, контролируется по качеству, размерам, точности и используется для изготовления матриц.
При изготовлении флексографской печатной формы, содержащей текст и иллюстрационный материал, под клише помещают подставку, чтобы высота (рост) типографского набора и клише на подставке были одинаковыми.
Специфика флексографского способа печати, связанная с процессами матрицирования, шлифования печатной формы и ее деформацией в процессе печатания, обусловливает определенные требования к оригинальным формам по глубине травления, профилю печатающих элементов. общей глубине открытых пробелов и др. Усадка матриц и резиновых форм приводит не только к искажению линейных размеров, но и к значительному уменьшению глубины пробелов.
Глубина пробелов на клише зависит от расстояния между печатающими элементами и твердости резины печатной формы (рис. 1). Средняя глубина пробельных элементов на штриховом клише должна быть не менее 0,9-1.0 мм. При воспроизведении изображений с мелкими элементами и шрифтов малых кеглей глубина пробелов может быть уменьшена. Так, у клише для последующего изготовления флексографской формы глубина пробела шириной 1 мм должна быть равна 0,45-0,50 мм.
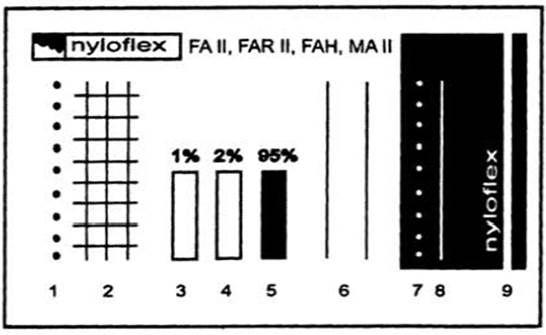
Рисунок 1 ‑ Зависимость глубины пробелов на клише от их толщины.
Боковые грани печатающих элементов должны быть симметричными и ровными с углом наклона 110-120°. без под-травливания. чтобы отделить матрицу от клише.
Для изготовления матриц используют специальный матричный пресс, оснащенный неподвижной верхней плитой и перемещающейся с помощью гидравлики нижней плитой. Обе плиты оборудованы нагревательными устройствами с терморегулятором. Пресс должен быть укомплектован набором ограничительных калиброванных планок различной толщины.
Существуют несколько способов изготовления матриц, однако во флексографской печати наиболее распространены два способа. Первый — из картона, пропитанного фенольной смолой, второй — из бакелитового порошка. Первый способ распространен гораздо больше в связи с широким производством матричного картона различной толщины и качества. При глубине рельефа свыше 3 мм в сочетании с картоном используется порошок, наносимый на оборотную сторону матрицы с целью придания ей механической прочности. Только в особых случаях матрицы делают из чистого бакелитового порошка. Матричные материалы стабильны при температуре 20-30°С и относительной влажности воздуха 45-55%.
Материал матрицы состоит из наполнителя и связующего. Наполнитель содержит целлюлозу или асбестовые волокна и красящие компоненты. Связующим обычно служит затвердевающая при нагреве фенольная смола. Асбест или целлюлоза являются главными составными частями матричного материала. Матрица с асбестовым наполнителем имеет меньшую склонность к усадке, чем с целлюлозным. Оба типа матриц на фенольной смоле дают усадку в зависимости от их размеров.
При использовании матричного материала на основе целлюлозного наполнителя усадка составляет 0,1% по направлению волокон и 0.2% поперек волокон. Как правило, такая усадка не имеет существенного значения. В случаях, когда недопустима даже столь малая усадка, ее значения должны быть учтены при изготовлении оригинала или негатива.
Основанием матрицы принято считать расстояние между поверхностью оборотной стороны и самой глубокой точкой рельефа. Необходимая высота основания, которая задается изготовителем матричного материала, является одновременно пределом прессуемости матрицы. При прессовании матрица не должна вдавливаться больше, чем на треть своей общей толщины.
Чтобы рассчитать толщину ограничительных планок при прессовании матриц, необходимо суммировать высоту металлического клише с необходимой высотой основания матрицы. К этой сумме следует прибавить и толщину разделительной бумаги, если она укладывается между ограничительными планками, а не на них.
После укладки ограничительных планок на нижней плите пресса еще раз проверяется их толщина. Это очень важно, так как из-за неодинаковой толщины планок могут произойти повреждения и клише, и самого пресса. Если при изготовлении резиновых печатных форм постоянно используются одинаковые прессы, одинаковые ограничительные планки, одинаковое давление и т.д., то это гарантирует одинаковость глубины рельефа и толщины печатных форм даже при многократном изготовлении.
Матричный материал следует располагать всегда в центре выдвижной каретки. Матрица должна иметь маркировку, чтобы при повторном укладывании занимать то же самое место, что и в первый раз. При матрицировании с клише матричный материал располагается на поверхности нижней плиты пресса, а металлическое клише накладывается на него сверху. При изготовлении матрицы с металлического набора, наоборот, набор устанавливается на нижнюю выдвижную плиту пресса, а матричный материал накладывается на наборную форму. Другим вариантом маркировки является разметка выдвижной плиты продольными и поперечными линиями или цифрами и буквами.
Предварительный нагрев при изготовлении матриц проводят в течение 4 мин при температуре 125°С. К концу периода предварительного нагрева матричный материал сначала становится пластичным, так что для запрессовки в него клише требуется минимальное давление. Плиты пресса медленно смыкаются до ограничительных планок. Так как матричный материал содержит определенное количество влаги, очень важно ненадолго открывать пресс, чтобы дать возможность улетучиться влаге, которая могла образоваться между клише и матрицей.
Требуемое давление прессования зависит от свойств оригинальной формы (металлический набор, медное, цинковое или магниевое клише). При наборе давление по сравнению с цинковым или магниевым клише должно быть меньшим. Важно, чтобы расчет толщины ограничительных планок был выполнен с достаточной точностью до начала процесса прессования матриц.
Для отверждения матрицы требуется около 20 мин при температуре 145°С. После этого матрица отделяется от оригинальной формы и охлаждается. Обязательно необходимо иметь в виду, что матричный картон не должен уплотняться больше, чем на одну треть своей общей толщины.
В качестве материала для печатных форм используются разнообразные резиновые смеси. соответствующие установленным требованиям. В настоящее время применяются главным образом три основных вида резины: на основе натурального каучука, актилнитрилкаучука и бутилкаучука.
Резина, предназначенная для изготовления печатных форм, должна удовлетворять определенным требованиям. В частности, иметь стойкость к растворителям, способность деформироваться, прочность на истирание, стабильность свойств при хранении. Время вулканизации, вязкость, усадочность и т.д. — все эти свойства для изготовления форм являются определяющими. От названных факторов непосредственно зависят печатные свойства пластины. В состав резиновых смесей входят такие наполнители, как сажа, окись цинка, мел и другие инертные добавки. Нередко относительно высокую долю составляют усиливающие, или активные, наполнители, которые повышают твердость, улучшают прочность на разрыв, прочность на истирание, стойкость к растворителям и способность к обработке или изменяют усадочные характеристики. Существуют также наполнители, которые способствуют сохранению специфических физико-химических свойств.
Резиновые смеси отличаются и окраской. В черных резинах красящие компоненты являются одновременно и усиливающими наполнителями. В красные, синие и зеленые резины добавляются белые наполнители и отдельно ‑ красящие вещества.
Известно. что натуральный каучук вулканизируется при добавке к нему серы и под воздействием высокой температуры. Сера является существенным компонентом в промышленном производстве резины. Типичная резиновая смесь твердостью 50°С по Шору содержит небольшую процентную долю свободной серы, которая необходима для производства современных прецизионных резиновых пластин для ф л ексограф ских печатных форм. В состав резиновых смесей вводят пластификаторы.
Резиновые смеси, применяемые для изготовления печатных форм, должны быть пластичными, однородными и свободными от воздушных включений. Толщина пласта неотвержденной резины обычно составляет 1-5 мм. Такая толщина определяется условиями хранения. При желании могут быть изготовлены и более толстые заготовки. Каландрируемые слои резины должны иметь хорошее сцепление между собой, чтобы при вулканизации избежать образования воздушных пузырьков и полостей. Посредством повышения пузырьков и полостей. Посредством повышения температуры каландрирования и добавления пластификаторов свойства резин можно варьировать в широких пределах.
Для измерения твердости резин используют твердомер Шора. Он измеряет глубину вдавливания усеченного конуса в поверхность резины под действием пружины. Твердость измеряется в градусах шкалы А по Шору. Твердомеры Шора применяются на флексографских предприятиях для измерения твердости резиновых валиков и резиновых печатных форм. Не следует делать замеры на неплоских поверхностях. Если измеряется твердость материала валиков или наклеенных на цилиндр печатных форм, вести замеры надо параллельно оси цилиндра, в нормальных условиях и при комнатной температуре, так как отклонения от нее могут привести к неправильным результатам измерений. Усилие прижима должно быть лишь достаточным для обеспечения контакта плоского основания прибора с измеряемой поверхностью.
Флексографская печатная форма может быть изготовлена из двух слоев сырой резины, которые вулканизуются совместно, причем смеси каждого слоя различны по составу. На практике используется несколько вариантов таких комоинации:
- мягкий верхний слой из натуральной резины + более твердый слой основы;
- винилсодержащий верхний слой + шлифуемая основа:
- поверхность из натуральной резины + основа с линейными пазами (обеспечивают повышенную точность печатной формы без ее шлифовки):
- верхняя часть из бутилкаучука + основание из натуральной резины.
Обычно один из двух разнородных слоев образует печатную сторону, а другой — основу, причем безразлично, поставляются ли они в виде готовой ламинированной пластины или складываются вместе в самом прессе.
В случае, если производителю резин не удается заложить все требуемые качества будущей печатной формы в одну-единственную смесь, то можно достичь этой цели, изготавливая печатные формы посредством совместной вулканизации трех разных резиновых слоев. Резиновая форма должна иметь хорошие печатные свойства при малом давлении. При этом печатная форма не должна иметь необратимых деформаций и после каждого оборота формного цилиндра должна возвращаться к своей исходной толщине, т.е. обладать хорошей объемной упругостью.
Все эти свойства зависят друг от друга — чтобы получить одно. иногда нужно пожертвовать другим. Изготовители печатных форм пытаются поэтому добиться необходимых качеств флексографской печатной формы путем комбинирования материалов. Если резиновая смесь недостаточно упруга, но зато обладает хорошей текучестью под давлением, такой слой должен стать рабочей стороной формы. Если мягкая резина не шлифуется, на оборотную сторону наносится третий слой хорошо шлифуемой резины, так что получается трехслойная пластина.
Резины разного состава имеют существенные различия в смачиваемости и в переносе печатной краски. Натуральная резина (50 ед. по Шору) переносит больше краски, чем резина синтетическая. Различные по твердости резины также оонаруживают большие отличия в переносе краски. Для печати полутоновых (растровых) работ используются большей частью ви-нилсодержащие резины.
Резины для изготовления печатных форм должны обладать такими свойствами, как: быстрое и бездефектное заполнение матрицы, низкий удельный вес, легкое отделение пластины от матрицы без разрушения поверхности, возможность шлифования оборотной стороны, хорошая смачиваемость, хорошие красковосприятие и краскоот-дача поверхности.
Перед тем как изготовить печатную форму, следует рассчитать ее толщину. Резиновая печатная форма наклеивается на формный цилиндр. Общий диаметр формного цилиндр, включая липкую ленту и печатную форму, должен быть равен диаметру делительной окружности шестерни привода. Величина этого диаметра может быть взята из технического описания машины. Диаметр формного цилиндра также указан в техническом описании или может быть определен расчетным путем. Половина разности между диаметром делительной окружности шестерни привода и диаметром формного цилиндра и есть толщина печатной формы с липкой лентой. Во многих флексографских печатных машинах она составляет только 3 мм. Обычно к рассчитанной толщине формы добавляют 0.05 мм. чтобы при регулировке давления в печатной машине головки зубьев не заклинивались.
Для того чтобы резиновые печатные формы имели соответствующую толщину (высоту), необходимо также рассчитать требуемую толщину ограничительных планок. Для этого необходимо суммировать толщину матрицы с желаемой толщиной печатной формы. Толщина разделительной бумаги также учитывается, если она лежит между ограничительными планками. Если же разделительная бумага накладывается поверх ограничительных планок, ее толщина не принимается во внимание. Ограничительные планки располагаются на двух противолежащих сторонах выдвижной каретки. В зависимости от размера матрицы к рассчитанной толщине добавляется 0,2-0.3 мм.
Это эмпирическая величина, точное значение которой определяется видом резиновой смеси (характеристикой текучести сырой композиции). Выдвижная каретка и ограничительные планки должны быть тщательно очищены от загрязнений.
Выдвижная каретка при длительных перерывах должна всегда оставаться в прессе. Несоблюдение этого может привести к снижению температуры, следствием чего бывает недостаточная вулканизация пластин или неравномерность их толщины.
Параметры режима вулканизации могут варьироваться в зависимости от конкретного типа резиновой смеси, толщины и конструкции пластин. Требуемое давление прессования может колебаться от 20 до 70 кг/см . Тонкие пластины требуют более высокого давления, чем утолщенные: при мягких смесях давление ниже, чем при более твердых. Важно, чтобы при изготовлении формы ограничительные планки располагались между плитами пресса устойчиво.
Загрузка матриц резиной — одна из важнейших операций в изготовлении резиновых печатных форм, во многом определяющая их качество. Для тех участков формы, где должны образовываться плашки, требуется большее количество резины, чем для участков с растром или с тонкими линиями и шрифтом.
При этой операции шрифтовые участки могут загружаться количеством резины, на 10-20% меньшим, чем требуется для заданной толщины формы, а участки плашек — примерно на 20% большим. К примеру, при требуемой толщине формы 2,8 мм на шрифт следует наложить материал толщиной только 2.3 мм. тогда как на плашку — 3.3 мм. Всегда нужно располагать достаточным количеством материала, чтобы полностью заполнить матрицу резиной.
Следует отметить, что самая большая точность достигается тогда, когда резина становится текучей сначала в середине пластины. Если резина вулканизируется вначале по краям формы, затекание материала в ее центр затруднительно. Вследствие этого печатные формы с плашками следует по центру загружать большим количеством материала (более толстым слоем), чем по краям. Однако для получения с такой формы хорошей печатной продукции требуется тщательная шлифовка ее оборотной стороны.
Может случиться, что после отделения изготовленной пластины на участках матрицы, не подвергавшейся давлению, особенно на краях, остается резиновая смесь. Этого можно избежать, если использовать при изготовлении пластин разделительные средства.
Производители резин поставляют большую часть сырых заготовок с поверхностью, слегка припудренной специальным порошком (тальком), который должен способствовать затеканию смеси в матрицу. Резина накладывается на матрицу припудренной стороной. Тальк на поверхности резины действует, как смазка, и предотвращает включения воздуха при впрессовывании ее в матрицу. Кроме того, он абсорбирует выделяющуюся влагу. Во время загрузки смесью матрица должна быть холодной, чтобы предотвратить частичную предварительную вулканизацию резинового сырья.
Для предотвращения прилипания к верхней плите пресса оборотная сторона пластины защищается листом разделительной силиконовой бумаги. Если для этого используется перлоновая ткань, нужно, чтобы она не была слишком шероховатой и не имела разрывов, так как все это создает на оборотной стороне неровную поверхность. Следует учитывать, что перлон из-за своей структуры затрудняет течение резины.
Благодаря предварительному нагреву резина становится текучей и под давлением хорошо заполняет матрицу. Температура пресса составляет 145°С. Длительность предварительного нагрева должна точно соблюдаться, хотя и может варьироваться в зависимости от сорта резины.
Скорость замыкания также может изменяться в соответствии с видом резиновой смеси. Пресс должен смыкаться как можно медленнее. Если установлены ограничители, давление должно быть поднято до 20 т. При сложной структуре изображения на форме уместно производить замыкание в два приема: пресс вначале замыкается с легким давлением, затем открывается и снова замыкается (аналогично проветриванию при изготовлении матриц). Этот процесс может повторяться 3-4 раза.
Резиновая форма вулканизируется в течение примерно 10 мин при 145°С, после чего она вынимается из пресса. Форму следует осторожно отделить от матрицы, пока она еще нагрета. При снятии в холодном состоянии она может легко порваться. Лучше всего снимать форму с матрицы от углов к центру. Затем ее следует охладить при температуре помещения.
После вулканизации форма проверяется и либо направляется для печати, либо подготавливается к шлифованию. При охлаждении форма уменьшается в объеме, т.е. дает усадку. Усадка происходит по всем направлениям. По этой причине измерения пластины следует производить лишь тогда, когда она остынет до комнатной температуры. Усадка, равно как и разброс размеров при прессовании, должны быть учтены расчетом необходимой толщины ограничительных планок.
После удаления из матрицы резиновая печатная форма тщательно контролируется на предмет дефектов, пузырьков, инородных включений на поверхности, на соответствие матрице и правильность толщины (высоты).
Для измерения толщины формы используют толщиномер. При измерениях резиновых форм должно быть обеспечено полное, без перекоса, прилегание к поверхности пластины основания прибора, которое должно быть достаточным для того, чтобы на растрирований форме покрывать большое количество растровых точек без их сдавливания.
Контроль толщины формы на участках плашек и полутонов является достаточным. Особое внимание следует уделить всем четырем углам и центру пластины, так как между этими участками обнаруживается наибольший разброс. Измерения должны производиться через 5 см, чтобы точно установить, равномерно ли отформована пластина. Если пластина не должна быть равномерной, то для этого нужно соответствующим образом обработать матрицу. Можно сошлифовать участок на обороте матрицы, чтобы это место на резиновой форме получилось возвышенным, или подложить под матрицу липкую ленту или бумагу нужной толщины, чтобы обеспечить в заданных местах меньшую толщину. Небольшой разброс по толщине пластины можно устранить двумя способами: или обработать матрицу с целью выравнивания разброса, или отшлифовать оборотную сторону резиновой формы. чтобы придать ей одинаковую толщину.
Разброс по толщине в пределах ±0.01 мм приемлем. Участки с мелкими элементами изображения должны быть обработаны так. чтобы они были на 0.05 мм ниже участков плашек. Это означает, что общая разница по толщине пластины — от плашек до растровых точек в светах — может составлять около 0.07 мм. Важно, чтобы ни один участок с мелкими элементами не был по толщине больше, чем участок плашек.
Шлифовать вулканизированные пластины необходимо с разбросом по толщине в пределах не более ±0,05 мм. Отклонения 0,01 мм и более не могут быть устранены шлифовкой. При повышенном разбросе рекомендуется произвести контрольную проверку пресса или готовить матрицы к прессованию более тщательно.
Пластины обрезаются так. чтобы материал выступал за наружный край печатной формы на 2-3 см. Для выправления мелких элементов на их поверхность накладывается односторонняя липкая лента или тонкая бумага в местах, на которые должно приходиться более легкое давление. Во время шлифования оборотной стороны в этих местах толщина пластины уменьшается на несколько сотых долей миллиметра.
Печатные формы могут иметь самое различное строение. Их главное свойство определяется видом резины или комбинаций резины с ПВХ, которые выбираются в зависимости от области применения формы и от типа растворителя используемых печатных красок.
Поможем написать любую работу на аналогичную тему