Как указывалось выше, логистика изучает материальные потоки. Запасы можно рассматривать как форму существования материального потока.
Теория управления запасами разрабатывает методы вычисления величины запасов, обеспечивающей наиболее экономным путем удовлетворение будущего (не всегда определенного) спроса.
Анализ моделей управления запасами сводится к установлению последовательности процедур снабжения и пополнения запасов, при которой обеспечиваются минимальные суммарные затраты, связанные с заготовками, хранением продукта и убытками из-за неудовлетворенного спроса.
Чрезмерно большой запас связан с омертвлением капиталов, требует значительных затрат на хранение и уход за ним. С другой стороны, недостаточный запас вызывает перебои в работе производства, нарушает взаимодействие с другими предприятиями и грозит различными экономическими санкциями.
Целесообразный уровень запасов зависит от большого числа условий, связанных как с самим производством, так и с внешними по отношению к нему факторами.
К внутренним условиям относятся, например, интенсивность использования запасов в зависимости от характера выполняемого заказа, возможности хранения и затраты на содержание запасов в течение того или иного промежутка времени.
Внешние факторы, влияющие на выбор уровня запасов, определяются колебаниями спроса на продукцию предприятия, возможностями поставщиков, оперативностью выполнения заказов, затратами на перевозку. Сильным стимулом к созданию излишних запасов служит их дефицит. При этом отмечается, что в ресурсоограниченной экономике в рамках всех нормальных запасов доля запасов полуфабрикатов и материалов относительно больше доли нормальных запасов готовой продукции, а в спросоограниченной экономике – наоборот.
Некоторые из перечисленных факторов можно заранее учесть, другие являются случайными, статистические закономерности которых подлежат определению.
Определение целесообразного уровня запаса чаще всего сводится к выбору рациональных моментов заказа (когда?) и рациональных объемов пополнений (сколько, в каком количестве?). В этом случае рассматриваются две альтернативы: либо заказы производятся часто и малыми партиями; либо редко и в большом объеме.
Иногда дополнительное количество материалов заказывается после определения потребности на основе уже заключенного договора. Недостатком этого простейшего метода является то, что период от момента оформления заказа и до получения материалов может быть весьма значительным. Поэтому подобный метод оформления заказа предпочтителен для дорогих деталей (участок А на кривой АВС) и деталей с весьма колеблющейся потребностью.
Другой подход оформления основан на ритмичности получения заказов. В этом случае применяются системы с фиксированным размером заказа (perpetual inventory system – постоянная система) и с фиксированным интервалом времени между заказами (periodic system – периодическая система).
Система с фиксированным размером заказа контролирует уровень запаса. Когда уровень запаса падает ниже установленного (точка заказа), выдается заказ на восполнение запасов. В этой системе важное значение приобретает определение экономически разумного (оптимального) размера заказа.
Оптимальный размер заказа по критерию минимизации совокупных затрат на хранение и повторение заказа рассчитывается по формуле Вильсона (Wilson formula):
![]()
 ,
,
где EOQ (ECONOMIC ORDER QUANTITY) – экономически разумный размер заказа;
D – годовая потребность в заказываемом продукте, штук;
O – затраты на поставку единицы заказываемого продукта, руб.;
H – годовые затраты на хранение единицы заказываемого продукта, руб./шт.
Например, фирма сбывает равномерно в течение года (N = 12 месяцев) в общей сложности D = 2400 штук изделий. Издержки хранения составляют H = 1,50 руб./шт. в единицу времени (за месяц), издержки заказа составляют O = 150 руб./заказ, тогда оптимальный объем пополнения запасов (величина заказа) равен:
 штук.
штук.
Графическое представление суммарных издержек за период времени (Т) (годовые издержки) в зависимости от размера партий поставки (Q) характеризует следующий график (рис. 1):
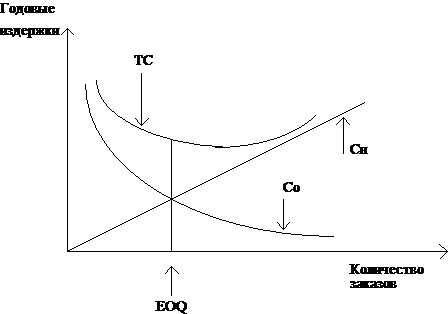
ТС = Сн + Со,
где ТС – суммарные годовые издержки;
Сн – издержки по хранению запаса на складе;
Со – издержки по оформлению заказа;
ТС = (Q/2)*H + (D/Q)*O
В издержки по хранению запаса на складе (Сн) входят:
1. Постоянная составляющая издержек по хранению, не зависящая от объема хранимого запаса:
¨ затраты на содержание помещений;
¨ амортизация складского оборудования;
¨ страхование складского хозяйства;
¨ оплата определенной части налогов на имущество;
¨ освещение и отопление;
¨ текущий ремонт;
¨ затраты на управленческий персонал;
2. Переменная составляющая издержек на хранение, прямо пропорциональная объему хранимого запаса:
¨ потери от омертвления средств, вложенных в покупку складских запасов;
¨ издержки по страхованию запасов;
¨ потери от порчи хранимых запасов;
¨ прямые затраты на производственный персонал.
В издержки по оформлению заказа (Со) входят:
1. Постоянная их составляющая:
¨ расходы по организации заказа;
¨ транспортные расходы, не связанные с объемом партии поставки;
2. Переменная составляющая по оформлению заказа:
¨ транспортные расходы, зависящие от величины партии поставки;
¨ расходы по погрузке-разгрузке.
Кривая общих годовых издержек является достаточно пологой вблизи точки минимума. Это свидетельствует, что вблизи точки минимума размер запаса может колебаться в некоторых пределах без существенного изменения общих издержек (рис.1).
Система с фиксированным интервалом времени между заказами предполагает размещение заказов на восполнение запасов с заданной периодичностью. Определить интервал времени между заказами можно с учетом оптимального размера заказа (EOQ). Для расчета интервала времени между заказами (время потребления заказа) используют формулу:
![]() ,
,
где N – количество рабочих дней (месяцев) в году;
D – потребность в заказываемом продукте, штук;
EOQ – оптимальный размер заказа, штук.
По данным, приведенным выше, определим время потребления запаса:
![]() = 1 месяц.
= 1 месяц.
Этот интервал времени может быть скорректирован на основе экспертных оценок. В этой системе момент заказа не меняется, в то время как размер заказа является изменяемой величиной. Расчет размера заказа (OQ) между заказами производится по формуле:
OQ= Максимальный желательный заказ – текущий заказ + ожидаемое потребление за время поставки
Приведенные выше системы управления запасами рассматривают один из двух параметров – размер заказа или интервал времени между заказами. Эти системы являются эффективными для материалов с относительно невысокой стоимостью в условиях постоянного потребления запасов. Гораздо сложнее определять точку заказа при неритмичном потреблении запасов. В этом случае следует вести наблюдение за всеми отклонениями, чтобы не перейти то количество, которое позволяет продолжать работу до восполнения запасов.
На основе сочетания систем можно построить большое количество их разновидностей, отвечающих различным требованиям.
Достаточно широкое распространение на практике имеет система с установленной периодичностью пополнения запасов до установленного уровня. Чтобы избежать завышение объемов запасов или их дефицит, через постоянные промежутки времени проводится проверка состояния запасов, и если после предыдущей проверки было реализовано какое-либо количество товаров, то подается заказ. Размер заказа равен разности между максимальным уровнем, до которого происходит пополнение запасов, и фактическим уровнем в момент проверки.
Существует также система управления запасами, называемая системой “Минимум-максимум” (система с двумя уровнями, или Ss-система).
Она ориентирована на ситуацию, когда затраты на учет запасов и издержки на оформление заказа значительны и соизмеримы с потерями от недостатка запасов. Поэтому в рассматриваемой системе заказы производятся не через каждый заданный интервал времени, а только при условии, что запасы на складе в этот момент оказались равными или меньше установленного минимального уровня. В случае выдачи заказа его размер рассчитывается так, чтобы поставка пополнила запасы до максимального желательного уровня. Таким образом, данная система работает лишь с двумя уровнями запасов – минимальным и максимальным.
Одной из простейших систем пополнения запасов является система “двух ящиков” (Two-bin system). В этом случае используются два контейнера для запасов. Когда в одном из контейнеров запасы израсходованы, происходит их пополнение.
В литературе приводятся рекомендации о целесообразности использования систем управления запасами в зависимости от определенных обстоятельств:
1. Если издержки управления запасами значительные и их можно вычислить, то следует применять систему с фиксированным размером заказа;
2. Если издержки управления запасами незначительные, то более предпочтительной оказывается система с постоянным уровнем запасов;
3. При заказе товаров поставщик налагает ограничения на минимальный размер партии. В этом случае желательно использовать систему с фиксированным размером заказа, поскольку легче один раз скорректировать фиксированный размер партии, чем непрерывно регулировать его переменный заказ;
4. Однако, если налагаются ограничения, связанные с грузоподъемностью транспортных средств, то более предпочтительней является система с постоянным уровнем запасов;
5. Система с постоянным уровнем запасов более предпочтительна и в том случае, когда поставка товаров происходит в установленные сроки;
6. Система с постоянным уровнем и система с двумя уровнями часто выбирается тогда, когда необходимо быстро реагировать на изменение сбыта.
Различные виды сырья и материалов и неодинаковые условия их потребления и назначения в различных фирмах определяют необходимость использования различных методов расчета потребности в них.
Существуют три метода расчета потребности в материалах:
¨ детерминированный (определенный);
¨ стохастический (вероятностный, случайный);
¨ эвристический.
Наиболее распространенным и достоверным является детерминированный метод или метод прямого счета.
Потребность в материале определяется по следующей формуле:![]() ,
,
где Hij – норма i-го материала на производство j-го изделия в натуральных единицах измерения;
Nj – программа производства j-ых изделий в плановом периоде.
На предприятиях с многономенклатурным характером производства этот метод может быть громоздким.
Поэтому потребность в материале определяют по группе однородной продукции (так называемым товарам-представителям).
Разновидностью метода прямого счета является так называемый расчет потребности по аналогии. Он может применяться тогда, когда на новые разновидности изделий еще не разработаны нормы расхода.
В том случае, если определенный вид продукции изготавливается не из одного вида материала, а из нескольких можно рассчитывать потребности в них исходя из рецептурного состава. При использовании расчета по рецептурному составу первоначально определяется потребность в продукции в соответствии с производственной программой. Эта потребность устанавливается умножением черновой массы одного изделия на производственную программу изготовления изделий в плановом периоде. Затем определяется общее количество материалов, которое должно быть отпущено в производство с учетом потерь в технологическом процессе. Потребность в каждом отдельном материале определяется путем умножения полученной величины на долю данного материала в общем составе смеси для изготовления изделий по рецепту.
При определении потребности стохастическим методом учитываются данные прошлого периода и на основе прогноза устанавливается ожидаемая потребность.
Наиболее простым способом является метод динамических коэффициентов. Для определения потребности в материале этим методом необходимо данные о фактическом расходе его в прошлом периоде умножить на коэффициент изменения программы выпуска изделий или объема работ в плановом периоде и на коэффициент, учитывающий экономию материальных ресурсов в связи с внедрением соответствующих организационно-технических мероприятий.
Важным методом стохастических прогнозов является метод экспоненциального сглаживания. Этот метод заключается в том, что ряд динамики сглаживается с помощью скользящей средней, в которой веса подчиняются экспоненциальному закону.
Эту среднюю называют экспоненциальной средней и обозначают St.
Она является характеристикой последних значений ряда динамики, которым присваивается наибольший вес.
Экспоненциальная средняя вычисляется по рекуррентной формуле:
St = L* Yt + (1- L) St-1,
где St – значение экспоненциальной средней в момент t;
St-1 – значение экспоненциальной средней в момент (t – 1);
Yt – значение экспоненциального процесса в момент t;
L – вес t-ого значения ряда динамики (или параметр сглаживания).
Последовательное применение формулы дает возможность вычислить экспоненциальную среднюю через значения всех уровней данного ряда динамики.
Наиболее важной характеристикой в этой модели является L, по величине которой практически и осуществляется прогноз. Чем значение этого параметра ближе к 1, тем больше при прогнозе учитывается влияние последних уровней ряда динамики.
Если L близко к О, то веса, по которым взвешиваются уровни ряда динамики убывают медленно, т.е. при прогнозе учитываются все прошлые уровни ряда.
В специальной литературе отмечается, что обычно на практике значение L находится в пределах от 0,1 до 0,3. Значение 0,5 почти никогда не превышается.
Экспоненциальное сглаживание применимо, прежде всего, при постоянном объеме потребления (L = 0,1 – 0,3). При более высоких значениях (0,3 – 0,5) метод подходит при изменении структуры потребления, например, с учетом сезонных колебаний.
Достоверность определяемой потребности на основе рассмотренных выше методов значительно повышается, если они сочетаются с методом экспертных оценок. Сущность его заключается в том, что динамика изменения потребности устанавливается или уточняется на основе опроса специалистов в области снабжения.
С этой целью разрабатываются специальные анкеты, в которых формулируются вопросы, касающиеся факторов и общей потребности в материалах. Обобщение и учет мнений специалистов могут оказать существенное влияние на точность прогнозов. Надежность экспертных оценок определяется в первую очередь подбором специалистов-экспертов, их информированностью в изучаемых проблемах, а также возможностями обработки полученной информации.
Для обобщения оценок экспертов может применяться метод Дельфы. Особенность метода состоит в последовательном анонимном опросе экспертов, исключающем их непосредственный контакт, направленном на уменьшение группового влияния, возникающего при совместной работе экспертов и состоящего в приспособлении к мнению большинства.
Во многом метод расчета потребности в материалах и необходимая точность расчета зависит от различных характеристик материалов.
Вспомогательным средством для классификации материалов служит АВС-анализ.
Его обычно используют для распределения материалов в зависимости от количества и цены(или каких-либо других характеристик).
Его результатом является построение кривой Лоренца. Она характеризует кумулятивное возрастание величин двух взаимосвязанных признаков(в % к итогу), нанесенное на график и показывает степень концентрации отдельных элементов по группам.
Для исследуемых обычно соотношений количества и стоимости этот анализ приводит к следующим результатам: небольшое количество наименований деталей и материалов составляет большую часть стоимости, для большого количества наименований эта доля стоимости относительно мала (Рис.2).
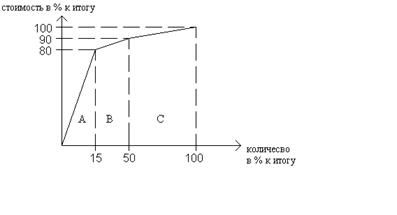
Рис.2. Взаимосвязь между количеством и стоимостью
Таким образом, 15 % деталей составляют 80 % стоимости (группа А), 35 % – 15 % (группа В), 50 % -5 % (группа С).
Поэтому для деталей группы А необходимо особенно точно рассчитывать потребность; оптимальную величину заказа; состояние запасов следует тщательно контролировать.
С помощью анализа XYZ ассортимент деталей, находящихся на складе распределяют в зависимости от частоты потребления.
Детали класса X характеризуются постоянной величиной их потребности.
Детали класса Y характеризуются заранее известными тенденциями определения потребности в них (например, сезонностью).
Детали класса Z потребляются нерегулярно, какие-либо тенденции потребления отсутствуют.
Иногда для распределения материалов на группы X, Y, Z используют коэффициенты вариации, определяемые по формуле: ,
,
где ![]() – среднее абсолютное отклонение, которое равно средней арифметической из абсолютных отклонений (модулей) значений признака всех единиц совокупности от средней арифметической (
– среднее абсолютное отклонение, которое равно средней арифметической из абсолютных отклонений (модулей) значений признака всех единиц совокупности от средней арифметической (![]() ):
):  .
.
При этом выделяют следующие границы классов:
|
Класс |
Границы изменения коэффициента вариации, в % |
|
Х |
0 -10 |
|
У |
10 – 25 |
|
Z |
25 – |
Использование технологии штриховых кодов
Для эффективного управления логистической системой необходимо в любой момент времени иметь полную информацию о материальном потоке. Эта задача может быть успешно решена при условии использования специальной микропроцессорной техники, способной идентифицировать каждую грузовую единицу. Для этой цели используются так называемые штриховые коды.
Штриховые коды (Ваr codes) – модель черных линий и белых пространств, которые считываются сканирующим устройством, содержащим различную информацию.
Впервые штриховые коды были применены в 60-х годах американскими железнодорожниками для маркировки вагонов. А в 1973 году в США введен универсальный товарный код (UPC – universal product code) (Рис.1):
Рис.1. Универсальный товарный код
Ноль, расположенный слева, отождествляет номенклатурную позицию, первые пять цифр идентифицируют изготовителя (14800), последние пять (23208) – идентифицируют особенности изделия.
Этот код особое распространение получил в промышленности и сфере услуг.
Он упрощает процессы производства и контроля запасов, сортировки, упаковки. Применяется для маркировки комплектующих, полуфабрикатов, готовых изделий.
В сфере же обращения большее распространение имеет система EAN, которая появилась в Европе в 1977 году. Имеется алфавит кода EAN, в котором каждой цифре соответствует определенный набор штрихов и пробелов. На этапе запуска товара в производство ему присваивается тринадцатизначный цифровой код, который в виде штрихов и пробелов наносится на этот товар. Первые две или три цифры означают код страны-производителя, следующие 4 цифр обозначают предприятие-изготовитель. Остальные цифры – закодированное наименование товара, его вес и размеры. Последняя цифра – как правило, ноль – является контрольной и используется для проверки считывания цифр сканером. Она рассчитывается по специальному алгоритму.
Так, сначала складывают все цифры, стоящие на четных местах, и умножают их сумму на 3. К полученному произведению прибавляют сумму цифр, стоящих на нечетных местах, кроме последней, являющейся контрольной. От итогового числа отбрасывают десятки и из 10 вычитают полученную последнюю цифру итогового числа. Полученный результат соответствует контрольной цифре.
В марте 1991 г. у нас была создана ассоциация ЮНИСКАН, специализирующаяся в области автоматической идентификации. Российские предприятия имеют возможность, зарегистрировавшись в ассоциации, приобрести индивидуальный код.
По сути дела, штриховой код -способ введения информации в ЭВМ. Изображение штрихового кода наносится на предмет, который является объектом управления в системе. Для регистрации этого предмета осуществляют операцию сканирования. Световое пятно движется по штриховому коду. Вариации полученного сигнала зависят от вариации отраженного света. Расшифровав электрический сигнал, ЭВМ преобразует его в цифровой код.
Этот код является адресом ячейки памяти в ЭВМ, которая содержит полную информацию о товаре.
Применение технологии штрихового кодирования позволяет в производстве создать единую систему учета и контроля за движением изделий и его частей на каждом участке, а также следить за состоянием логистического процесса на предприятии в целом; сократить численность вспомогательного персонала, упростить отчетность и исключить ошибки. В складском хозяйстве эта система позволяет автоматизировать учет и контроль за движением материального потока, автоматизировать процесс инвентаризации запасов, а также сократить время на логистические операции.
Логистика складирования
Эффективность логистической системы зависит не только от совершенствования промышленного производства, но и складского хозяйства.
Движение материального потока через склад увеличивает стоимость продукции. При этом затраты по складированию становятся весьма заметными в общей цепочке образования стоимости на производстве, что и делает актуальным изучение проблем, связанных с функционированием складского хозяйства.
Современное складское хозяйство представляет собой комплекс высокомеханизированных складов, специализированных по видам материальных ресурсов с учетом требований по оптимизации условий их хранения и складской переработки.
Склад – здания, сооружения, устройства, предназначенные для приемки, концентрации и хранения различных материальных ценностей, подготовки их к производственному потреблению и ритмичному отпуску потребителям.
Склады промышленных предприятий классифицируются следующим образом:
1. По характеру деятельности или по назначению: материальные (снабженческие) склады, внутрипроизводственные (межцеховые и внутрицеховые), сбытовые.
2. По виду и характеру хранимых материалов: универсальные и специализированные.
3. По типу конструкции: закрытые, полузакрытые, открытые, специальные.
4. По месту расположения: станционные или портовые, прирельсовые, глубинные.
В складской системе взаимодействуют материальные потоки, которые основаны на функциях транспортировки и хранения. Функция транспортировки определяет движение материалов, а функции хранения реализуют, кроме складирования, различные виды выравнивания хранимых запасов. Например, выравнивание по времени необходимо в том случае, если периодичность спроса не соответствует времени изготовления; выравнивание по количеству относится к предприятиям, имеющим серийное производство; выравнивание объемов связано с доставкой грузов транспортными средствами (для сокращения транспортных расходов склад может объединять партии грузов до полной загрузки транспортного средства); выравнивание ассортимента необходимо для предприятий, производящих широкий ассортимент продукции, требующийся в различные периоды времени.
Эффективное функционирование складского хозяйства должно учитывать следующие вопросы:
¨ выбор между собственным складом или складом общего пользования;
¨ количество складов и размещение складской сети;
¨ размер и место расположения склада;
¨ выбор системы складирования.
Функции складов реализуются в процессе осуществления отдельных логистических операций. Выделяют следующий комплекс складских операций:
¨ разгрузка транспорта;
¨ приемка товаров;
¨ складирование и хранение;
¨ отборка товаров из мест хранения;
¨ комплектование (комиссионирование) и упаковка товаров;
¨ погрузка;
¨ внутрискладское перемещение.
На этапе разгрузки и приемки грузов осуществляется разгрузка (освобождение) транспортных средств от груза, контроль документального и физического соответствия заказов поставки; документальное оформление прибывшего груза; формирование складской грузовой единицы.
Грузовая единица – некоторое количество грузов, которые погружают, транспортируют, выгружают и хранят как единую массу. Характеристиками грузовой единицы являются ее размеры, способность к сохранению целостности и первоначальной геометрической формы в процессе различных логистических операций. При этом важное значение приобретает определение ее оптимального вида и размеров, позволяющих минимизировать количество операций по переработке грузов. Размеры грузовых единиц должны быть сопряженными с оборудованием для погрузки, разгрузки, транспортировки и хранения. Процесс складирования заключается в размещении и укладке груза на хранение. Важное значение при проведении складирования приобретает эффективное использование зона хранения. Это обеспечивается оптимальным выбором системы складирования.
Различают следующие разновидности складирования: единичное хранение; линейное хранение; блочное хранение. Единичное хранение характерно для крупных деталей и машин. Линейное хранение обеспечивает прямой доступ для различных деталей. При этом изделия могут храниться непосредственно на полу или на полках-стеллажах. Могут также применяться передвижные стеллажи-этажерки. В высотных складах отборщик в специальном подъемнике передвигается вдоль ячеек и отбирает нужные изделия. Такие склады называются статическими. В высотных динамических складах подъемник автоматически подается к ячейке с необходимым грузом и груз транспортируется к рабочему месту отборщика. Здесь необходимое количество груза отбирается, а остальное подается обратно в место хранения.
Хранение складируемых объектов в блоках характеризуется плотным (без просветов) расположением штабелируемых единиц. В этом случае может быть достигнуто хорошее использование объема склада, но при этом отсутствует прямой доступ к хранимым объектам. В случае блочного складирования перемещаться и храниться могут только комплектные единицы.
В современных складах чаще всего используют комбинации различных видов складирования.
Поможем написать любую работу на аналогичную тему