Кирпич является одним из наиболее древних искусственных строительных изделий – его «возраст» примерно 5000 лет. И до сего времени он продолжает сохранять значение одного из основных видов стеновых материалов, в общем объеме которых его доля стеновых материалов составляет около 40%.
Обыкновенный глиняный кирпич представляет собой искусственный прямоугольный камень установленных размеров, изготовленный из глины путем формования и обжига с отощающими добавками или без них.
Сырьем для производства кирпича служат легкоплавкие глины. Обычно в них содержится до 50…70% кварца. Кирпичные заводы всегда работают на местном сырье. Глины добывают в карьерах, расположенных вблизи заводов, открытым способом (экскаваторами) и завозят разными видами транспорта, которые описаны в главе 1. В производство строительного кирпича применяется пластическое и полусухое формование. Наиболее применим пластический способ, как менее трудоемкий.
Пластический способ формования обеспечивает более высокую водостойкость, но менее качественную поверхность граней, чем полусухой. Он состоит из операций подготовки массы, формовки, сушки сырца и обжига.
При подготовке массы глину для разрушения естественной структуры и измельчения пропускают через вальцы грубого, среднего и тонкого помола, затем через глиномешалку. В ней глина увлажняется (до 18…25%) и перемешивается до получения однородной пластичной массы, хорошо поддающейся формованию. Каменистые включения предварительно удаляют вальцами.
Формование кирпича производится в вакуумных ленточных прессах с вакуумированием или без него, если масса высокопластична. Для малопластичных глин вакуумирование обязательно, так как масса получается более плотной, что улучшает ее пластичность. Увлажнение следует производить паром. Отформованные изделия при этом быстрее высыхают и меньше растрескиваются. Готовая продукция имеет повышенную прочность. Максимальный вакуум может быть 630…700 мм рт. ст.
Глиняный брус, выходящий из пресса, разрезается на отдельные кирпичи-сырцы полуавтоматическими струнами или автоматическими резательными станками. Производительность вакуум-прессов – до 10 000 шт./ч.
В корпусе пресса вращается шнек-вал с винтовыми лопастями. Глиняная масса перемещается с помощью шнека к сужающейся переходной головке, уплотняется и выдавливается через мундштук в виде непрерывного бруса или ленты под давлением 1,6 – 7 МПа. Мундштук ленточного пресса для производства обыкновенного кирпича имеет прямоугольное сечение. Для формования пустотелого кирпича и керамических камней в мундштуке пресса устанавливается пустотообразующий сердечник, состоящий из скобы с прикрепленными к ней стержнями-пустотообразователями. Применяются также фасонные вставки с узкими щелями для формования черепицы, кольцевые – для керамических труб.
Жесткий способ формования является разновидностью современного развития пластического способа. Влажность формуемой массы при этом способе колеблется от 13 до 18%. Формование осуществляется на мощных вакуумных шнековых или гидравлических прессах. В связи с тем что «жесткое» формование осуществляется при относительно высоких (10 – 20 МПа) давлениях, могут быть использованы менее пластичные глины с низкой естественной влажностью.
Формование при пластическом и жестком способах завершается разрезкой непрерывной ленты (бруса) отформованной массы на отдельные изделия на резательных устройствах.
Сушка кирпича производится в естественных условиях (в сушильных сараях) или в искусственных сушилках до остаточной влажности не более 5%. Для искусственной сушки применяются конвейерные, туннельные или камерные сушилки. Влага из кирпича-сырца удаляется потому, что он омывается воздухом, не насыщенным водяными парами. Вследствие разницы во влажности поверхностных и внутренних слоев сырца влага по капиллярам диффундирует из глубины к поверхности. В качестве теплоносителя чаще применяют отходящие газы из зоны охлаждения обжиговой печи.
Обжиг кирпича является завершающей операцией технологического процесса производства. Его условно делят на три периода: прогрев сырца, собственно обжиг и охлаждение. Процессы, происходящие в каждом из них, изложены в главе 2. Отличие состоит лишь в том, что выгорающие добавки повышают температуру в печи и формируют пористую структуру кирпича. Печи для обжига кирпича применяются кольцевые или туннельные. В кольцевой печи постепенность нагрева кирпича-сырца и замедленное охлаждение обожженного продукта достигаются благодаря тому, что в ней при неподвижном обжигаемом материале передвигается зона горения (путем переноса места загрузки топлива), а в туннельной печи – вследствие того, что при неизменном положении зоны обжига передвигаются на вагонетках обжигаемые изделия. В настоящее время кольцевые печи из-за больших затрат ручного труда почти не применяют. Туннельные печи легче автоматизировать, они более производительны, чем кольцевые. Температура обжига кирпича в зависимости от состава глины – 900…1050°С.
Полусухой способ производства глиняного кирпича имеет преимущество перед пластическим методом, так как дает возможность использовать малопластичные глины, за счет чего расширяется сырьевая база. Кроме того, при формовании применяют массу значительно меньшей влажности, поэтому сушка упрощается, сокращается расход топлива (кирпич можно не сушить, а сразу направлять в обжиг). Недостатки этого способа – более сложный процесс прессования и немного большая плотность получаемого материала. При полусухом прессовании глина и отощающие добавки, высушенные и измельченные в порошок, тщательно перемешиваются и увлажняются до 8…12%. Прессование производят на специальных прессах под давлением 15…25 МПа. Этот способ применяют чаще для лицевого кирпича с шликерной подготовкой массы, обеспечивающей однотонность цвета и четкость граней. Кирпич полусухого формования имеет почти такие же показатели свойств, что и кирпич, изготовленный пластическим формованием.
Свойства строительного кирпича определены требованиями ГОСТ 530-95 . От них зависит его качество. По прочности при сжатии и при изгибе кирпич разделяется на 8 марок: 300, 250, 200, 175, 150, 125, 100, 75. Показатели прочности для этих марок представлены в таблице 7.1.
Таблица 7.1. Физико-механические свойства кирпича
|
Марка изделия |
Предел прочности, кгс/см2 |
|||
|
при сжатии |
при изгибе |
|||
|
всех видов изделий |
полнотелого кирпича пластического формования |
|||
|
Средний для 5 образцов |
Наименьший для отдельного образца |
Средний для 5 образцов |
Наименьший для отдельного образца |
|
|
300 |
30,0 (300) |
25,0 (250) |
4,4 (44) |
2,2 (22) |
|
250 |
25,0 (250) |
20,0 (200) |
3,9 (39) |
2,0 (20) |
|
200 |
20,0 (200) |
17,5 (175) |
3,4 (34) |
1,7(17) |
|
175 |
17,5(175) |
15,0(150) |
3,1 (31) |
1,5(15) |
|
150 |
15,0(150) |
12,5(125) |
2,8 (28) |
1,4(14) |
|
125 |
12,5(125) |
10,0(100) |
2,5 (25) |
1,2(12) |
|
100 |
10,0 (100) |
7,5 (75) |
2,2 (22) |
1,1(11) |
|
75 |
7,5 (75) |
5,0 (50) |
1,8(18) |
0,9 (9) |
Внешний вид и размеры кирпича представлены на рис. 7.1, откуда видно, что он может быть полнотелым и дырчатым в виде стеновых камней.
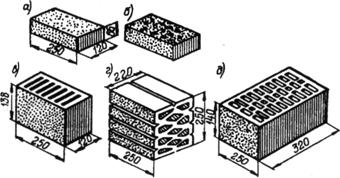 |
Рис. 7.1. Виды керамических стеновых изделий; а – обыкновенный кирпич; б – дырчатый кирпич с круглыми пустотами; в – щелевой камень; г – стеновой камень с ромбовидными пустотами для панелей; д – 32-х щелевой камень
Кирпич должен по внешнему виду иметь форму прямоугольного параллелепипеда с прямыми ребрами и углами и размеры 250x120x65 мм, но ГОСТ предусматривает допуски отклонений размеров по длине ±5, по ширине ±4, по толщине ±3 мм. Это связано с разной усадкой кирпича по высоте вагонеток. Установлены также допуски на искривление поверхностей и ребер; по постели до – 4 мм, по ложку до – 5 мм. Механические повреждения в виде отбитых или притупленных ребер и углов допускаются не более двух на кирпиче размером не более 15 мм. Указанный недостаток может не вызывать понижения прочности кирпича, но увеличивает расход строительного раствора для заполнения отбитостей. Раствором выравниваются и деформации кирпича, а также скрепляются небольшие трещины и посечки.
Трещины кирпича образуются при усадке в сушке или обжиге. Поверхностные и неглубокие трещины значительного влияния на прочность не оказывают. Но сквозные трещины, превышающие по длине допуски, указанные в ГОСТе, понижают прочность, особенно при испытании на изгиб. При наличии трещин увеличивается бой во время перевозок и при разгрузке кирпича. Поэтому ГОСТом допускается не более одной сквозной трещины на ложковых гранях длиной по ширине кирпича до 40 мм включительно. Наличие кирпича-недожога и включений извести («дутики»), вызывающих разрушение кирпича, не допускается. Недожог неморозостоек. Характер обжига определяют по цвету поперечного разреза. Нормально обожженный кирпич имеет одинаковый цвет по всей толщине. Недожог имеет более светлую или при введении в состав массы выгорающих добавок – более темную сердцевину. В последнем случае происходит науглероживание из-за недостаточной температуры обжига. Пережог определяется по заниженному водопоглощению и наличию повышенных деформаций. Из-за этого передожог тоже не допускается по ГОСТу.
Водопоглощение кирпича должно быть не меньше 8%, так как с его понижением повышается теплопроводность из-за увеличения плотности.
Плотность кирпича обычно составляет 1700…1900 кг/м3.
По морозостойкости кирпич подразделяют на марки: F15, F25, F35, F50. Кирпич, насыщенный водой, должен выдерживать не менее 15 циклов замораживания при температуре минус 15° и последующем оттаивании в воде с температурой 18±2°С. Отсутствие следов разрушения характеризует морозоустойчивость кирпича.
Виброкирпичные панели изготовляют из кирпича и раствора с утеплителями и металлической сеткой. Уплотнение осуществляется вибрированием и отделкой керамической плиткой или мраморной крошкой с последующим твердением в пропарочных камерах в течение 8…12 ч при температуре 80°С. Толщина панели – 260 мм, в том числе кирпича 120, утеплителя 100, остальное – керамическая плитка и три слоя раствора. Толщина панелей для перегородок (в 0,5 кирпича) – 140 мм. Производство этих панелей механизировано, и они не нуждаются в дополнительной отделке. Недостаток – громоздкость, сложность изготовления и дополнительный расход металла.
Эффективные стеновые камни имеют увеличенную толщину, технологические пустоты, пониженные плотность и коэффициент теплопроводности, достаточную прочность, меньшую стоимость. Плотный кирпич является тяжелым и имеет высокую теплопроводность, поэтому в строительстве он уступает место эффективным материалам. К ним относят пористый легкий кирпич и пустотелые камни.
Легкий кирпич представляет собой искусственный камень, изготовленный формованием и обжигом из диатомитов, трепелов с добавками глин и выгорающих материалов или глин с выгорающими добавками. Применение его дает возможность уменьшить толщину стен и количество кирпича в кладке, облегчить массу конструкции, увеличить площадь помещения при одном и том же объеме здания. Технология производства легкого кирпича различных видов мало отличается от процесса изготовления обычного кирпича. Его марки представлены в таблице 7.2. Марка легкого кирпича по морозостойкости должна быть не менее F15. Все легкие керамические изделия конструктивного назначения, имеющие размеры больше кирпича, называют керамическими камнями. Для взаимозаменяемости они имеют те же размеры, что и обыкновенный кирпич, за исключением толщины. Она может быть 130, 250,300 мм.
Таблица 7.2. Показатели качества легкого кирпича
|
Размеры, мм |
Класс |
Плотность, кг/м3 |
Марки по прочности ности |
|
|
от |
до |
|||
|
250x120x65 |
А |
700 |
1000 |
75, 50, 35 |
|
250х120х88 |
Б |
1000 |
1200 |
75, 50 |
|
250х120х130 |
В |
1200 |
1400 |
100, 75, 50 |
Поможем написать любую работу на аналогичную тему
Реферат
Технология стеновых керамических изделий. Производство глиняного кирпича и эффективных камней
От 250 руб
Контрольная работа
Технология стеновых керамических изделий. Производство глиняного кирпича и эффективных камней
От 250 руб
Курсовая работа
Технология стеновых керамических изделий. Производство глиняного кирпича и эффективных камней
От 700 руб