 Гипростроммашем разработан цех по производству стеновых панелей, плит перекрытий, колонн, ригелей и других конструкций зданий. Подготовку форм на данной линии осуществляют на постах чистки, смазки и армирования изделий (рис 23).
Гипростроммашем разработан цех по производству стеновых панелей, плит перекрытий, колонн, ригелей и других конструкций зданий. Подготовку форм на данной линии осуществляют на постах чистки, смазки и армирования изделий (рис 23).
Предварительное натяжение осуществляют для изделий длиной 6м электротермическим способом, а длиной 12м – механическим. Бетонную смесь подают по эстакаде и укладывают в формы бетоноукладчиком СМЖ-166А. Уплотнение производят на виброплощадках с грузоподъёмностью 24т(СМЖ-199А) и 15т(СМЖ-200А). Камеры оборудованы пакетировщиками для форм. Для контроля и ремонта плитных изделий предусмотрен стенд.
На рис. 24 изображён участок для формования элементов узла связи. Помимо формовочного отделения в цехе находится отделение приготовления бетонной смеси и арматурных изделий.
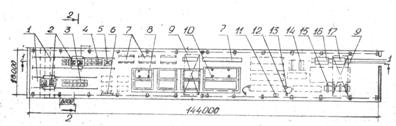
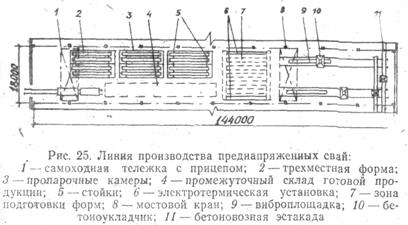 Тюменским КТБ Стройиндустрия разработана линия по производству предварительно напряжённых свай (рис. 25). Сваи 300х300мм длиной 3…12 м (ГОСТ 19804.4-78) изготовляют в трёхместных неразъёмных силовых формах с технологическим уклонами бортов, равными 20 мм. Чистка, смазка форм, укладка арматуры производятся на посту подготовки форм. Здесь же расположены две установки СМЖ-129А электротермического натяжения стержней.
Тюменским КТБ Стройиндустрия разработана линия по производству предварительно напряжённых свай (рис. 25). Сваи 300х300мм длиной 3…12 м (ГОСТ 19804.4-78) изготовляют в трёхместных неразъёмных силовых формах с технологическим уклонами бортов, равными 20 мм. Чистка, смазка форм, укладка арматуры производятся на посту подготовки форм. Здесь же расположены две установки СМЖ-129А электротермического натяжения стержней.
Бетонную смесь подают по бетоновозной эстакаде и укладывают в формы бетоноукладчиком СМж-69А. Уплотнение производят на виброплощадке СМЖ-199А. Термообработку осуществляют в пропарочных камерах ямного типа с сопловой подачей пара. Для транспортирования форм используют автоматические захваты, а свай – траверсы.
Поможем написать любую работу на аналогичную тему